EN ISO 6892-1: Kovové materiály – Zkouška tahem za pokojové teploty
Norma EN ISO 6892-1 standardizuje zkoušku tahem kovových materiálů nebo ocelí za pokojové teploty a definuje hodnoty mechanických charakteristik.
Cíl a použití ISO 6892 podle teplotního rozsahu Charakteristické hodnoty Video / Průběh zkoušky Měření síly/prodloužení Rychlost zkoušky Řízená deformační rychlost Zkušební software Zkušební systémy

Cíl a použití normy ISO 6892-1
Zkouška tahem je celosvětově nejdůležitější a nejčastěji používanou mechanicko-technologickou zkouškou. Slouží ke stanovení pevnostních a deformačních charakteristik materiálů, jež mají zásadní význam při navrhování a konstrukci součástí, zboží, strojů, vozidel a staveb.
Cílem zkoušky je spolehlivě a reprodukovatelně stanovit charakteristické materiálové hodnoty v tahu a dosáhnout mezinárodní srovnatelnosti.
Jednoosá zkouška tahem je metoda, která se používá ke stanovení charakteristických hodnot, jako je pevnost v tahu, mez kluzu, smluvní mez kluzu a tažnost. Pro některé oceli je možné stanovit také dolní mez kluzu, prodloužení na bodě kluzu a prodloužení při maximální síle.
Zkouška tahem kovových materiálů podle ISO 6892 – odlišnosti pro různé teploty
Při zkouškách tahem kovových materiálů norma rozlišuje čtyři teplotní rozsahy, ve kterých se zkoušky tahem provádějí: pokojová teplota, zvýšená teplota, snížená teplota a teplota kapalného helia. Různé teplotní rozsahy a kapalné helium kladou velmi odlišné požadavky na zkušební systémy a zkušební metodu, včetně přípravy zkušebních těles. Mezinárodní norma ISO je proto rozdělena do čtyř různých částí, z nichž každá se zabývá jedním z výše uvedených teplotních rozsahů:
- EN ISO 6892-1: Kovové materiály – Zkouška tahových vlastností za pokojové teploty
- EN ISO 6892-2: Kovové materiály – Zkouška tahových vlastností za pokojové teploty
- EN ISO 6892-3: Kovové materiály – Zkoušení tahem – Část 3: Zkušební metoda za nízké teploty
- EN ISO 6892-4: Kovové materiály – Zkouška tahem v kapalném héliu
Kromě těchto mezinárodně uznávaných norem ISO se používají také národní normy, včetně americké normy ASTM, evropské normy EN, japonské normy JIS a čínské normy GB/T. Ve specializovaných oblastech, např. v letectví, mohou být důležité nebo vyžadovány i další specifické normy.
EN ISO 6892-1: Důležité charakteristické hodnoty
Zkouška tahem kovových materiálů vychází především z norem EN ISO 6892-1 a ASTM E8. Obě normy specifikují tvary zkušebních těles a konkrétní zkušební postup. Cílem norem je definovat a zavést zkušební metodu tak, aby i při použití různých zkušebních systémů zůstaly vyhodnocované charakteristické hodnoty reprodukovatelné a správné. To také znamená, že standardizované předpisy se zabývají důležitými ovlivňujícími faktory a obecně formulují požadavky tak, aby byl ponechán dostatečný prostor pro technickou realizaci a inovaci.
Klíčové charakteristické hodnoty zkoušek tahem kovových materiálů podle ISO 6892-1:
- Mez kluzu; přesněji horní a dolní mez kluzu (ReH a ReL)
- Prodloužení na mezi kluzu; přesněji prodloužení na výrazné mezi kluzu měřené průtahoměrem, protože jej lze určit pouze pomocí průtahoměru (Rp0,2)
- Prodloužení na mezi kluzu; přesněji prodloužení na výrazné mezi kluzu měřené průtahoměrem, protože jej lze určit pouze pomocí průtahoměru (Ae)
- Mez pevnosti v tahu (Rm)
- Plastické prodloužení při maximálním zatížení (Ag)
- Tažnost po přetržení (A), přičemž významnou roli hrají normativní specifikace týkající se měřené délky

Mez pevnosti při různých úrovních zpevnění materiálu
U kovových materiálů s výraznou mezí kluzu je maximální tahová síla definována jako nejvyšší dosažená síla až za oblastí s mezí kluzu. Maximální tahová síla po překročení meze kluzu může u méně zpevněných materiálů ležet i pod mezí kluzu, v tomto případě je pak mez pevnosti v tahu nižší než hodnota horní meze kluzu.
Obrázek diagramu napětí-deformace vpravo ukazuje křivku s vysokou úrovní deformačního zpevnění (1) a s velmi nízkou úrovní zpevnění (2) po dosažení meze kluzu.
Naproti tomu u plastů s mezí kluzu a následným zpevňováním odpovídá pevnost v tahu napětí na mezi kluzu.
 a s velmi nízkou úrovní zpevnění (2) po dosažení meze kluzu")
Mez kluzu (ReH and ReL), smluvní mez kluzu (Rp a Rt) a pevnost v tahu (Rm)
Pro stanovení meze kluzu a pevnosti v tahu je nutné pouze přesné měření síly, zatímco pro všechny ostatní charakteristické hodnoty je nutné (automatické) měření deformace pomocí průtahoměru během zkoušky nebo ruční měření deformace po vyjmutí vzorku nebo jeho zbytků.
Tažnost (deformace při přetržení) A a At
Tažnost při lomu A nebo At ukazuje míru tvárnosti materiálu při působení tahového zatěžování.
Moderní algoritmy, které automaticky analyzují křivku napětí-deformace, zajišťují spolehlivé určení bodu lomu a přesné stanovení lomové deformace. Pro spolehlivé a přesné vyhodnocení tažnosti je také důležité, zda-li se místo lomu nachází na rovnoběžné části vzorku – v oblasti měřené délky. Pokud se lom nebo místo porušení nenachází v části měřené délky kontaktních průtahoměrů, kde dochází také k tvorbě krčku, nelze správně určit tažnost. Moderní algoritmy vyhodnocování odhadují bod porušení nebo místo lomu s ohledem na měřenou délku průtahoměru a označí hodnotu tažnosti jako nevěrohodnou.
Pomocí optických bezkontaktních průtahoměrů, které sledují celou zkoušenou délku zkušebního vzorku, lze místo lomu určit přesně. Pokud se místo lomu nachází mimo počáteční měřenou délku, lze podle normy ISO 6892-1:2017, příloha I, přesto určit deformaci při přetržení, pokud byl při zkoušce uvažován a měřen odpovídající rozsah měřicích značek. laserXtens Array stejně jako videoXtens Array nabízí možnost takového řešení. Při jejich použití se automaticky, spolehlivě a přesně stanoví tažnost a deformace při lomu pro každý vzorek.
Norma JIS Z2241 uvádí klasifikaci místa lomu. To se obvykle provádí vizuálně nebo samostatným bezkontaktním měřením. Obě metody jsou časově náročné a vyžadují další práci obsluhy. U moderních optických bezkontaktních průtahoměrů je tato úloha u zkoušek tahem řešena automaticky: údaj o třídě (v závislosti na místě porušení, lomu A, B nebo C) je pak součástí vyhodnocení a zaznamenaných výsledků.
Video: Provedení zkoušky, zkouška tahem kovových materiálů podle ISO 6892-1
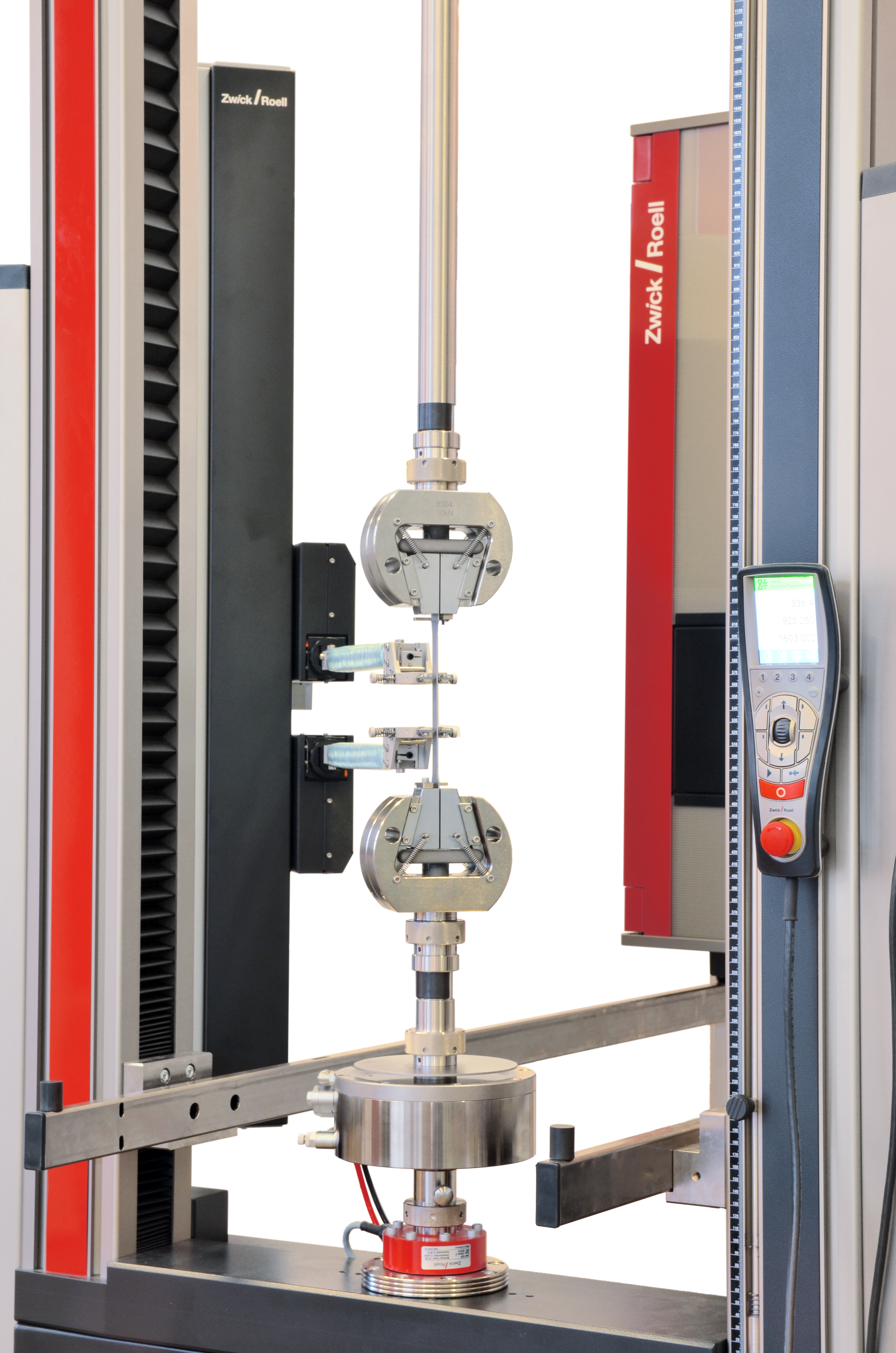
Provedení zkoušky tahem podle ISO 6892-1, metodou A1 a A2 na zkušebním stroji s průtahoměrem makroXtens


Zkouška a požadavky na zkušební vybavení
Při stanovení charakteristických hodnot definovaných v normě ISO 6892-1 hraje klíčovou roli přesné měření síly a měření prodloužení (deformace) zkušebního vzorku při zatěžování. Velmi důležitá je rychlost zkoušky, která je v normě specifikována dvěma různými metodami. Rozlišuje se mezi metodou B (napěťovou rychlostí) a metodou A (deformační rychlostí). Metoda A – snadná a nejpřesnější metoda A1 – spočívá v automatickém řízení deformační rychlosti ze zpětné vazby ze signálu průtahoměru (uzavřená regulační smyčka). Zkušební systémy ZwickRoell jsou navrženy speciálně pro tento účel.
Požadavky na měření síly a prodloužení (deformace)
Nejdůležitější a přesně popsané požadavky se týkají také měření síly a měření prodloužení zkušebního vzorku při zatěžování.
- Pro měření síly se normy řady ISO 6892 odvolávají na standard ISO 7500-1: Kalibrace a ověřování systému měření síly pro jednoosé tahové a tlakové zkušební stroje. Vyžaduje se minimálně třída přesnosti 1.
- Pro měření prodloužení se normy řady ISO 6892 odvolávají na standard ISO 9513: Kalibrace extenzometrických systémů používaných při jednoosých zkouškách. Vyžaduje se minimálně třída 1 pro stanovení meze kluzu; pro měření jiných charakteristických hodnot (s prodloužením větším než 5 %) lze uznat třídu 2.
Postupy kalibrace, zejména výsledky a definice klasifikací, jsou popsány v normách pro měření síly a dráhy. V oblasti mechanického zkoušení materiálů to hraje zásadní roli. Maximální dovolené odchylky a rozlišení lze odvodit ze zařazení do třídy kalibrovaného měřicího systému. Ty se také využívají pro stanovení nejistoty měření měřicího systému.
- Pro měření síly norma ASTM E8 odkazuje na ASTM E74,
- a pro měření dráhy / prodloužení na ASTM E83.
- Mezinárodně používané normy se někdy liší strukturou svého obsahu, avšak ve svých definicích a požadavcích jsou v souladu, takže příslušné charakteristické hodnoty odvozené ze zkoušek tahem se od sebe výrazně neodchylují.
Jednou z výjimek je hodnocení a s ním spojená klasifikace průtahoměrů. Zatímco norma ISO 9513 se týká jmenovité hodnoty a odchylky, která nesmí být překročena, norma ASTM E83 bere v úvahu také poměr k počáteční měřené délce. Průtahoměr, který je určen pro malé počáteční měřené délky, musí splňovat vyšší požadavky na měření než průtahoměr pro větší počáteční měřené délky.
Charakteristické hodnoty, pro které se vyžaduje použití průtahoměru alespoň třídy 1 podle ISO 9513 pro zkoušky tahem kovových materiálů, jsou:
- Modul pružnosti v tahu mE: gradient křivky napětí-deformace
- Smluvní mez kluzu Rp a Rt
Charakteristické hodnoty, pro které se vyžaduje použití průtahoměru alespoň třídy 2 podle ISO 9513 pro zkoušky tahem kovových materiálů, jsou:
- Prodloužení na mezi kluzu Ae
- Rovnoměrná deformace Ag a Agt, stejně jako
- Oblast plató e na úrovni meze pevnosti v tahu Rm nebo maximální tahové síly Fm
- Tažnost (deformace při přetržení) A a At
Vliv rychlosti zkoušky na meze kluzu a průtažnosti (ReH a ReL) a smluvní meze kluzu (Rp a Rt)
Pro správné stanovení mezí kluzu (ReH a ReL) a smluvních mezí kluzu (Rp a Rt) jsou kromě přesného měření síly a deformace důležité také rychlosti zkoušky (zatěžování). Norma rozlišuje dvě metody definování rychlosti zkoušky: u metody B se řídí nárůstem napětí, u metody A rychlostí deformace. Metoda A, při níž se zohledňují deformační rychlosti nebo nárůst rychlosti deformace, se doporučuje z následujících důvodů:
- Slitiny kovů mohou měnit své charakteristické hodnoty, tak jak se mění rychlost deformace, při které se zkoušky provádějí.
- Obecně platí, že vyšší rychlost deformace vede k vyšším hodnotám pevnostních charakteristik.
- Pro některé slitiny a kvality výrobků z kovových materiálů může být závislost na rychlosti deformace velmi výrazná. Výsledky pak leží mimo specifikace daného materiálu.
| Rychlosti zkoušky podle ISO 6892-1 |
|---|
| Metoda A1; Řízená deformační rychlost v uzavřené smyčce | Metoda A2; Odhadnutá řízená deformační rychlost | Metoda B: napěťová rychlost |
| Průtahoměr je vyžadován | Průtahoměr je vyžadován | Průtahoměr není vyžadován |
| Není nutné žádné předběžné testování a nastavení (díky adaptivní regulaci) | Předběžná zkouška a nastavení (pro určení tuhosti zkušebního systému a vzorku) | Předběžná zkouška a nastavení (pro určení tuhosti zkušebního systému a zkušební tyče) |
Řízená deformační rychlost v uzavřené smyčce je nejjednodušší a nejpřesnější metoda
Řízení rychlosti deformace významně zvyšuje spolehlivost výsledků zkoušek při určování hodnot meze kluzu a smluvní meze kluzu materiálu. Norma ISO 6892-1 uvádí dvě metody řízení deformačních rychlostí:
- Metoda A1 – automatické řízení deformační rychlosti ze signálu průtahoměru (uzavřená smyčka)
- Metoda A2 – manuální zadaní předvolby rychlosti posuvu příčníku, pro dosažení správné deformační rychlosti deformace a stanovení charakteristických hodnot (otevřená smyčka)
První metoda využívá moderních technických vlastností regulátorů pohonu – nejlépe adaptivního regulátoru – k automatickému nastavení rychlosti posuvu příčníku v tolerančním rozsahu stanoveném normou. Tato metoda vyžaduje zkušební systém vybavený odpovídající řídicí technikou. Výrazně však zjednodušuje zkušební provoz a eliminuje chyby v nastavení rychlosti posuvu příčníku. Tento způsob řízení zkušebního systému je proto doporučován.

Deformační rychlost je díky softwaru testXpert vždy dokumentována. Červená čára (1) znázorňuje oblast tolerancí definovaných normou ISO 6892-1 (20 % nastavené rychlosti). Zelená přerušovaná čára představuje užší toleranční rozsah 5 %, což je referenční hodnota používaná zkušebními systémy ZwickRoell pro bezpečnou rezervu i v případě nepředvídaných událostí.
Správná regulace deformační rychlosti se vyznačuje nízkým vstupním kolísáním (2) a stabilním řízením rychlosti (3). Důležitý požadavek pro adaptivní regulátor.
Jak funguje uzavřená smyčka řízené deformační rychlosti zkušebních systémů?
Pro přesné nastavení řízené deformační rychlosti využívá náš elektronický systém testControl II měřená data průtahoměru. V reálném čase se parametry řízení zkušebního stroje automaticky vypočítávají a adaptivně upravují. Tento proces se nazývá adaptivní uzavřená řídicí smyčka a na zkušebních strojích ZwickRoell probíhá při frekvenci 1 kHz. Snadno se tak dosáhne splnění požadavků standardů na dodržení deformační rychlosti.
Vše je automatické, velmi nekomplikované a šetří obsluze spoustu času. Tím se také dosahuje spolehlivých výsledků s nízkým rozptylem.


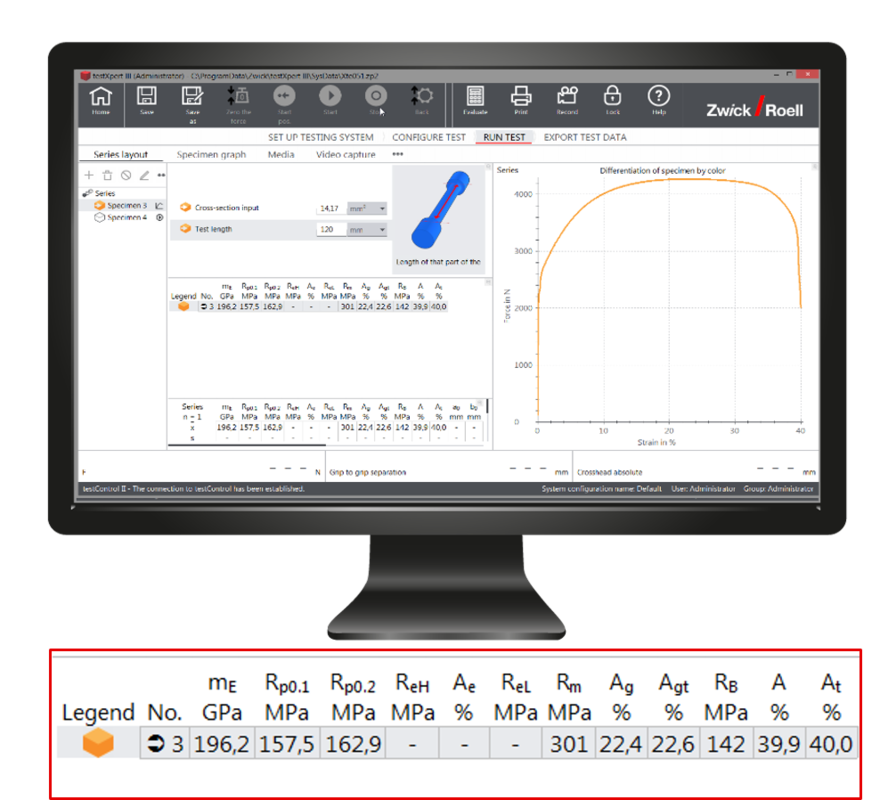
ISO 6892-1 se zkušebním softwarem testXpert – efektivní a spolehlivé zkoušení
S testXpert zvýšíte efektivnost zkoušek podle ISO 6892-1. A s testXpert získáte spolehlivé výsledky zkoušek, které jsou základem pro rozhodnutí, za nimž můžete stát.
- Bez ohledu na zvolenou metodu jsou ve zkušebním programu zahrnuty a dodrženy všechny parametry specifikované normou ISO 6892-1. Stoprocentně. V předem definovaném nastavení okamžitě vidíte skutečnou deformační rychlost a její tolerance stanovené normou.
- Neztrácejte zbytečně čas přípravnými testy a ručními výpočty deformačních rychlostí podle normy ISO 6892-1. testXpert přebírá automatické nastavení všech řídicích parametrů. Cílové pozice a hodnoty deformace jsou dosaženy s naprostou přesností. Změny chování zkušebních těles jsou kompenzovány on-line.
- testXpert zaručuje opakovatelné výsledky zkoušek díky identickým zkušebním podmínkám na základě předem definované konfigurace stroje.
- Reprodukovatelné výsledky zkoušek pomáhá zajistit omezení vlivu obsluhy na minimum, například díky funkci správa uživatelů.

Validace zkušebního softwaru TENSTAND
100% spolehlivé výsledky zkoušek podle ISO 6892-1 / TENSTAND.
Výsledky zkoušek, které jsou softwarově vyhodnocované podle normy ISO 6892-1, lze ověřit a validovat pomocí mezinárodně schváleného souboru dat. V rámci evropského výzkumného projektu se zkratkou TENSTAND byla získána a kvalifikována zdrojová data zkoušek kovových materiálů. Tyto údaje byly použity k vyhodnocení a posouzení výsledků zkoušek a jejich rozptylu. Pomocí souboru dat, výsledků TENSTAND a jejich vzájemným porovnáním lze zkušební software rychle a spolehlivě ověřit. Tyto soubory dat a výsledků má k dispozici Národní fyzikální laboratoř (NPL) v Londýně.
- Národní fyzikální laboratoř (NPL) je britskou obdobou Německého národního metrologického institutu (PTB). Definuje národní normy platné v oblasti fyziky a techniky.
- Mezi její povinnosti patří určování, prezentace, ochrana a zavedení základních a odvozených veličin Mezinárodní soustavy (SI), doplněné o služby, jako jsou kalibrační služby UKAS (United Kingdom Accreditation Service) pro úředně regulovaný sektor.
Spolehlivé a opakovatelné výsledky zkoušek s TENSTAND a testXpert
Ověřte si výsledky zkoušek validací softwaru TENSTAND
- Načtení souboru NPL zdrojových dat ASCII z TENSTAND do zkušebního softwaru testXpert III
- Vyhodnocení výsledků zkoušek z těchto souborů zdrojových dat pomocí testXpert
- Porovnání výsledků testXpert s výsledky TENSTAND