ISO 6892-1 Zugversuch Metall bei Raumtemperatur
Die Norm DIN EN ISO 6892-1 für den Zugversuch an Metallen standardisiert den Zugversuch von Metall oder Stahl bei Raumtemperatur und definiert die mechanischen Kennwerte.
Ziel & Einsatzbereiche ISO 6892 nach Temperaturbereich Kennwerte Video / Vesuchsdurchführung Kraft-/Längenänderungsmessung Prüfgeschwindigkeit Dehnratenregelung Prüfsoftware Prüfsysteme

Ziel und Einsatzbereiche der ISO 6892-1
Der Zugversuch ist weltweit der wichtigste und häufigste mechanisch-technologische Versuch, der für die Anwendungen von Metallen Festigkeits- und Dehnungskennwerte ermittelt, die für Auslegung und Konstruktion von Bauteilen, Gebrauchsgegenständen, Maschinen, Fahrzeugen, Bauwerken von entscheidender Wichtigkeit sind.
Die Prüfaufgabe besteht darin, die Materialkennwerte sicher und reproduzierbar zu bestimmen und internationale Vergleichbarkeit zu erreichen.
Der einachsige (uniaxiale) Zugversuch ist die Methode, um Kennwerte für Streck- oder Dehngrenze, Zugfestigkeit und Bruchdehnung zu ermitteln. Daneben werden untere Streckgrenze, Streckgrenzendehnung und Dehnungen bei Höchstkraft bestimmt.
Zugversuch Metall ISO 6892 - Unterscheidung nach Temperaturbereich
Beim Zugversuch an Metall wird in der Normung zwischen vier Temperaturbereichen, in denen die Zugversuche durchgeführt werden, unterschieden: der Raumtemperatur, der erhöhten Temperatur, der tiefen Temperatur und der Temperatur von flüssigem Helium. Die unterschiedlichen Temperaturbereiche und das Medium des flüssigen Heliums stellen ganz unterschiedliche Anforderungen an die Prüfsysteme und an das Prüfverfahren inklusive der vorzubereitenden Proben. Daher gliedert sich die internationale ISO Norm in vier unterschiedliche Teile, die jeweils die oben genannten Temperaturbereiche adressieren:
- ISO 6892-1 Prüfverfahren bei Raumtemperatur
- ISO 6892-2 Prüfverfahren bei erhöhter Temperatur
- ISO 6892-3 Prüfverfahren bei tiefen Temperaturen
- ISO 6892-4 Prüfverfahren in flüssigem Helium
Neben diesen international gültigen ISO Normen finden auch nationale Normen internationale Anwendung wie die amerikanischen ASTM, europäische EN, japanische JIS und die chinesische GB/T. Für spezielle Anwendungsfelder, z.B. der Luftfahrt, können weitere spezifische Normen wichtig bzw. erforderlich sein.
DIN EN ISO 6892-1: Wichtige Kennwerte
Für den Zugversuch an Metall bzw. metallischen Werkstoffen werden hauptsächlich die Normen DIN EN ISO 6892-1 und die ASTM E8 zugrunde gelegt. Beide Normen legen Probenformen und deren Prüfung fest. Ziel der Normen ist es, das Prüfverfahren so zu beschreiben und festzulegen, dass selbst bei Einsatz unterschiedlicher Prüfsysteme die zu ermittelnden Kennwerte vergleichbar und richtig bleiben. Das heißt auch, dass die normativen Anforderungen auf wichtige Einflussfaktoren eingehen und Forderungen allgemein formulieren, so dass ausreichender Spielraum für technische Realisationen und Innovationen bleibt.
Wichtige Kennwerte aus dem Zugversuch Metall nach ISO 6892-1 sind:
- Die Streckgrenze; genauer die obere und untere Streckgrenze (ReH und ReL)
- Die Dehngrenze; in aller Regel bei 0,2 % plastischer Dehnung als „Ersatzsteckgrenze“ bestimmt (Rp0.2)
- Die Streckgrenzen-Dehnung; genauer die Streckgrenzen-Extensometer-Dehnung, weil sie nur mit Hilfe eines Extensometers bestimmt werden kann (Ae)
- Die Zugfestigkeit (Rm)
- Die Gleichmaßdehnung (Ag)
- Die Bruchdehnung (A), wobei die normativen Festlegungen in Bezug auf die Messlänge von entscheidender Bedeutung sind

Die Zugfestigkeit bei unterschiedlicher Material-Verfestigung
Für metallische Werkstoffe mit ausgeprägter Streckgrenze ist die Zugfestigkeit (Höchstzugkraft) als höchste erreichte Kraft nach der oberen Streckgrenze definiert. Die höchste Zugkraft nach Überschreiten der Streckgrenze kann bei schwach verfestigenden Werkstoffen auch unterhalb der Streckgrenze liegen, d.h. die Zugfestigkeit ist in diesem Fall kleiner als der Wert für die obere Streckgrenze.
Im Bild wird im Spannung-Dehnung-Diagramm eine Kurve mit hoher Verfestigung (1) und mit sehr geringer Verfestigung (2) nach der Streckgrenze dargestellt.
Für Metall mit Streckpunkt und nachfolgendem Spannungsfall entspricht dagegen die Zugfestigkeit der Spannung am Streckpunkt.
 und mit sehr geringer Verfestigung (2) nach der Streckgrenze")
Streckgrenze (ReH und ReL), Dehngrenze (Rp und Rt) und Zugfestigkeit (Rm)
Für die Bestimmung von Streckgrenze und Zugfestigkeit ist nur eine präzise Kraftmessung erforderlich, während für alle anderen Kenngrößen eine (automatische) Dehnungsmessung mit einem Extensometer während des Versuches oder eine manuelle Dehnungsmessung nach Entnahme der Probe/ Probenreste erforderlich ist.
Bruchdehnung A oder At
Die Bruchdehnung A oder At ist ein Maß für die Duktilität, also Fließfähigkeit oder Umformbarkeit eines Werkstoffes.
Moderne Algorithmen, die die Spannung-Dehnung-Kurve automatisch analysieren, sorgen für eine sichere Festlegung des Bruchpunktes und eine genaue Bestimmung der Bruchdehnung. Die Bruchlage entlang der Probe, genauer der parallelen Länge der Probe, ist ebenfalls von Wichtigkeit für die sichere und genaue Bestimmung der Bruchdehnung. Liegt der Bruch oder das Versagen außerhalb der Messlänge von taktilen Längenänderungsaufnehmern kann die plastische Verformung während der Einschnürung und des Versagens nicht richtig bestimmt werden. Moderne Auswertealgorithmen schätzen die Lage des Versagens bzw. des Bruches relativ zu den Messpunkten des Längenänderungsaufnehmers ab und kennzeichnen einen nicht sicheren Bruchdehnungskennwert.
Mit optischen, berührungslosen Längenänderungsaufnehmern, die die gesamte parallele Länge der Probe erfassen, kann die Lage des Bruches oder des Versagens bestimmt werden. Ist die Lage des Bruches außerhalb der ursprünglichen Messlänge, kann normgerecht nach ISO 6892-1:2017 Anhang I die Bruchdehnung dennoch bestimmt werden, wenn entsprechend viele Messmarken während des Versuches betrachtet und mitgemessen wurden. Der laserXtens Array und auch der videoXtens Array können diese Aufgabe optional lösen. Damit sind Bruchdehnungen bei 100% der Proben automatisch sicher und genau bestimmbar.
Die JIS Z 2241 sieht vor, eine Klassifizierung der Bruchlage vorzunehmen. Dies erfolgt in der Regel manuell durch visuelle Prüfung oder auch durch separate berührungslose Messung. Beide Methoden sind personell und zeitlich aufwendig. Mit modernen optischen, berührungslosen Längen- und Breitenänderungsaufnehmern lässt sich diese Aufgabe während des Zugversuches automatisch lösen: die Angabe der Klasse (je nach Bruchlage A, B oder C) ist dann Teil der bestimmten, protokollierbaren Ergebnisse.
Video: Versuchsdurchführung Zugversuch Metall ISO 6892-1
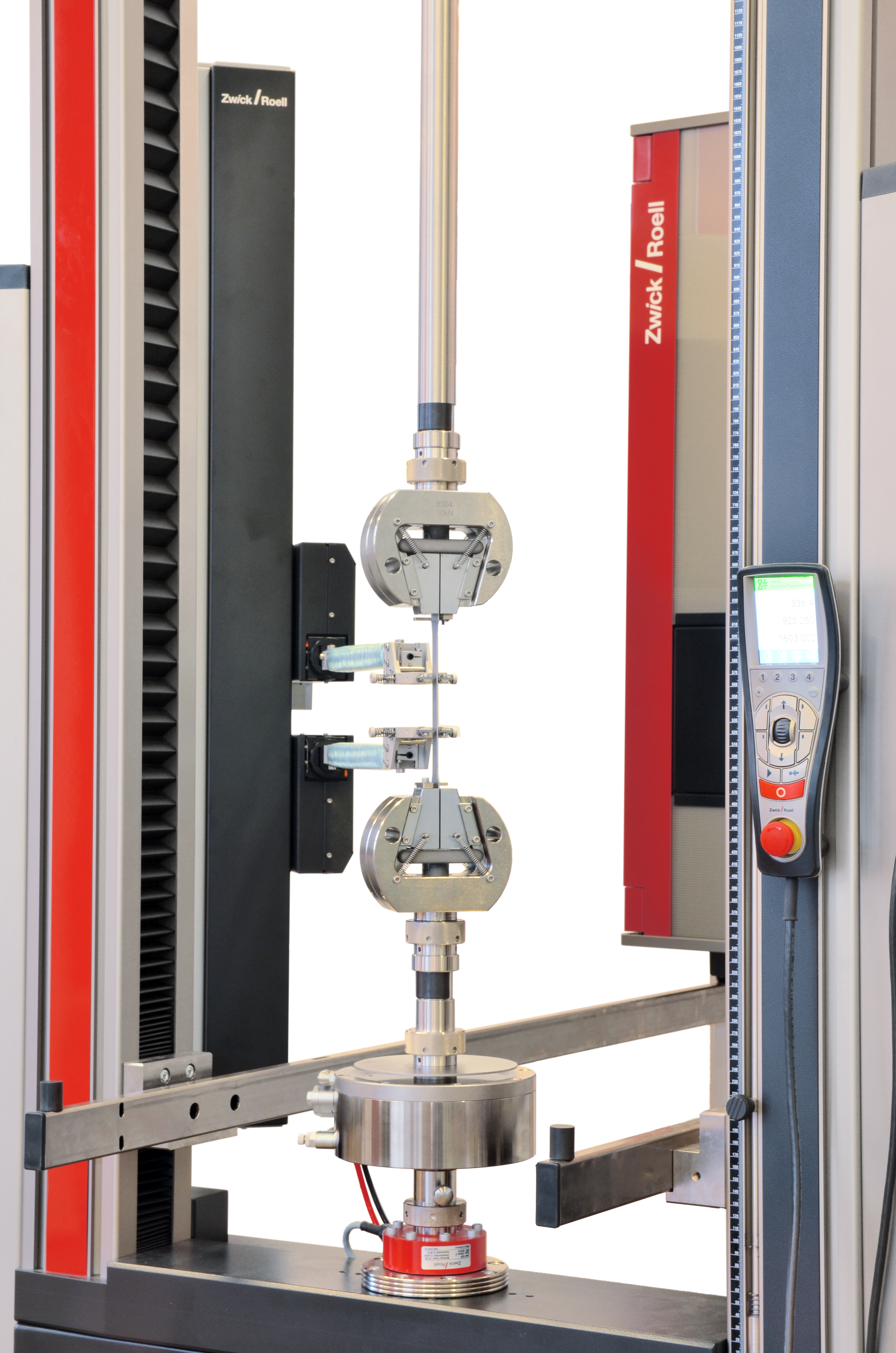
Durchführung des Zugversuchs nach Norm ISO 6892-1 Methode A1 und A2 mit Zugprüfmaschine und makroXtens Extensometer


Anforderung an die Prüfung bzw. Prüfmittel
Bei der Ermittlung der in ISO 6892-1 definierten Kennwerte spielt eine präzise Kraftmessung und die Messung der Längenänderung der Probe unter Krafteinwirkung (Dehnungsmessung) eine entscheidende Rolle. Ebenso entscheidend ist die Prüfgeschwindigkeit, die in in der Norm in zwei verschiedenen Verfahren festgelegt ist. Hierbei wird in Verfahren B (über die Spannungszunahme) und Verfahren A (über die Dehnrate) unterschieden. Verfahren A - und hier die Methode A1 durch automatische Regelung der Dehngeschwindigkeit unter Nutzung des Extensometersignals (geschlossener Regelkreis "closed loop") ist das einfachste und präziseste Verfahren. Die ZwickRoell Prüfmittel sind darauf ausgerichtet und spezialisiert.
Anforderung an Kraftmessung und Messung der Längenänderung
Die wichtigsten und eindeutig beschreibbaren Forderungen betreffen daher auch die Kraftmessung und die Messung der Längenänderung der Probe unter Krafteinwirkung.
- Für die Kraftmessung bezieht sich die ISO 6892 Normenreihe auf die ISO 7500-1 Prüfung und Kalibrierung der Kraftmesseinrichtung von Zug- und Druckprüfmaschinen und fordert mindestens die Klasse 1.
- Für die Messung der Längenänderung bezieht sich die ISO 6892 Normenreihe auf die ISO 9513 Kalibrierung von Längenänderungs-Messeinrichtungen für die Prüfung mit einachsiger Beanspruchung und fordert für die Bestimmung der Dehngrenzen mindestens die Klasse 1; für die Messung anderer Kennwerte (mit Dehnungen größer als 5%) darf die Klasse 2 eingesetzt werden.
In den Normen für die Kraftmessung und die Längenänderungsmessung werden die Kalibrierprozesse beschrieben aber vor allem auch die Ergebnisse und die Definitionen der Klasseneinteilungen. Letzteres ist für die Anwendung in der Prüfpraxis von entscheidender Bedeutung. Über die Klassenzugehörigkeit lassen sich für das kalibrierte Messsystem maximal erlaubte Abweichungen und Auflösungen ableiten, die für die Bestimmung der Messunsicherheit des Messsystems herangezogen werden müssen.
- Die ASTM E8 bezieht sich für die Kraftmessung auf die ASTM E4,
- für die Längenänderungsmessung auf die ASTM E83.
- Die international angewandten Normen sind zwar in ihrer inhaltlichen Struktur bisweilen unterschiedlich, in ihren Definitionen und Forderungen jedoch so aufeinander abgestimmt, dass die relevanten Kennwerte aus dem Zugversuch nicht signifikant voneinander abweichen.
Eine zu beachtende Ausnahme ist die Bewertung und damit die Klasseneinteilung der Längenänderungsaufnehmer oder Extensometer. Während die ISO 9513 sich bei der Abweichung auf den zu erreichenden Sollwert bezieht, betrachtet die ASTM E83 zusätzlich auch das Verhältnis zur Anfangsmesslänge. Ein Extensometer, welches für kleine Anfangsmesslängen vorgesehen ist, muss höheren messtechnischen Anforderungen genügen als das für größere Anfangsmesslängen.
Kennwerte, für die der Einsatz eines Extensometers mindestens der Klasse 1 nach ISO 9513 beim Zugversuch Metall notwendig ist, sind:
- Anfangssteigung der Spannung-Dehnung-Kurve mE
- Dehngrenzen Rp und Rt
Kennwerte, für die der Einsatz eines Extensometers mindestens der Klasse 2 nach ISO 9513 beim Zugversuch Metall notwendig ist, sind:
- Streckgrenzen-Dehnung Ae
- Gleichmaß-Dehnungen Ag und Agt sowie
- Plateaubereich e um die Zugfestigkeit Rm bzw. maximale Zugkraft Fm herum
- Bruchdehnungen A und At
Einfluss der Prüfgeschwindigkeit auf die Streckgrenzen (ReH und ReL) und Dehngrenzen (Rp und Rt)
Für die richtige Bestimmung von Streckgrenzen (ReH und ReL) und Dehngrenzen (Rp und Rt) sind neben genauer Kraft und Dehnungsmessung auch die Prüfgeschwindigkeiten entscheidend. Die Norm unterscheidet zwischen zwei Verfahren für die Einstellung der Prüfgeschwindigkeit: Im Verfahren B wird sie über die Spannungszunahme geregelt, im Verfahren A über die Dehnrate. Das Verfahren A, bei dem die Dehnrate oder Dehngeschwindigkeit berücksichtigt wird, wird aus folgenden Gründen empfohlen:
- Metallische Werkstoffe ändern ihre charakteristischen Kennwerte, wenn sich die Dehnraten oder Dehngeschwindigkeiten, bei denen die Tests durchgeführt werden, ändern.
- In der Regel ergeben höhere Dehnraten oder Dehngeschwindigkeiten höhere Werte für die Festigkeiten.
- Abhängig von der Legierung und Erzeugnisqualität des metallischen Werkstoffes kann die Abhängigkeit von der Dehnrate oder Dehngeschwindigkeit sehr deutlich sein, d.h. außerhalb der Spezifikationsgrenzen für entsprechende Qualitäten.
| Prüfgeschwindigkeiten in der ISO 6892-1 |
|---|
| Methode A1: Dehngeschwindigkeitsregelung geschlossener Regelkreis “closed loop” | Methode A2: Dehngeschwindigkeitsregelung offener Regelkreis "open loop" | Methode B: Spannungsgeschwindigkeit |
| Keine Vorprüfung/Einstellung erforderlich (adaptiver Controller) | Vorprüfung & Einstellung erforderlich (Bestimmung der Steifigkeit von Prüfsystem und Probe) | Vorprüfung & Einstellung erforderlich (Bestimmung der Steifigkeit von Prüfsystem und Probe) |
Die Dehnratenregelung „closed loop“ ist das einfachste und präziseste Verfahren
Die Dehnratenregelung verbessert die Ergebnissicherheit bei der Bestimmung von Streckgrenzen und Dehngrenzen deutlich. Dafür bietet die ISO 6892-1 zwei Methoden für die Umsetzung der Regelung über die Dehnrate:
- Methode A1, eine automatische Regelung der Dehngeschwindigkeit unter Nutzung des Extensometersignals (geschlossener Regelkreis, "closed loop")
- Methode A2, die manuelle Einstellung durch Vorgabe einer Traversengeschwindigkeit, bei der dann die richtige Dehnrate bei Bestimmung des Kennwertes erreicht wird (offener Regelkreis, "open loop")
Das erste Verfahren nutzt die modernen technischen Möglichkeiten von Antriebsreglern, vorzugsweise einen adaptiven Regler, um die Traversengeschwindigkeit automatisch in dem von der Normung vorgegebenen Toleranzbereich für die Dehnrate zu halten. Dieses Verfahren setzt ein regelungstechnisch abgestimmtes Prüfsystem voraus, vereinfacht jedoch ganz erheblich den Testbetrieb und eliminiert Einstellfehler der Traversengeschwindigkeit. Somit ist dieses Regelverfahren zu empfehlen.

In testXpert ist die Dehngeschwindigkeit jederzeit nachvollziehbar. Die rote Linie (1) zeigt das Toleranzband der ISO 6892-1 (20% der eingestellten Geschwindigkeit). Die grüne, gestrichelte Linie bezeichnet das engere Toleranzband von 5%, das bei ZwickRoell Prüfsystemen der Maßstab ist, um auch bei unvorhergesehenen Ereignissen auf der sicheren Seite zu sein.
Eine gute Regelung der Dehnrate ist gekennzeichnet durch (2) geringe Einlaufschwankungen und (3) eine stabile Geschwindigkeitsregelung. Voraussetzung dafür ist ein adaptiver Regler.
Wie läuft die Dehnratenregelung „closed loop“ im Prüfsystem ab?
Für die präzise Einstellung der Dehnrate regelt die Elektronik testControll II die Geschwindigkeit der Prüfmaschine direkt über die Messwerte des Extensometers. Die Parameter zur Regelung der Prüfmaschine werden automatisch berechnet und adaptiv in Echtzeit angepasst. Dieser Vorgang nennt sich „closed loop“ mit adaptiver Regelung und erfolgt bei ZwickRoell Prüfmaschinen mit 1kHz. Dadurch werden die Norm-Anforderungen für die Einhaltung der Dehnrate sicher erfüllt.
Alles läuft automatisch ab, ganz unkompliziert spart der Bediener viel Zeit und erzielt zuverlässige Ergebnissen mit geringer Streuung.


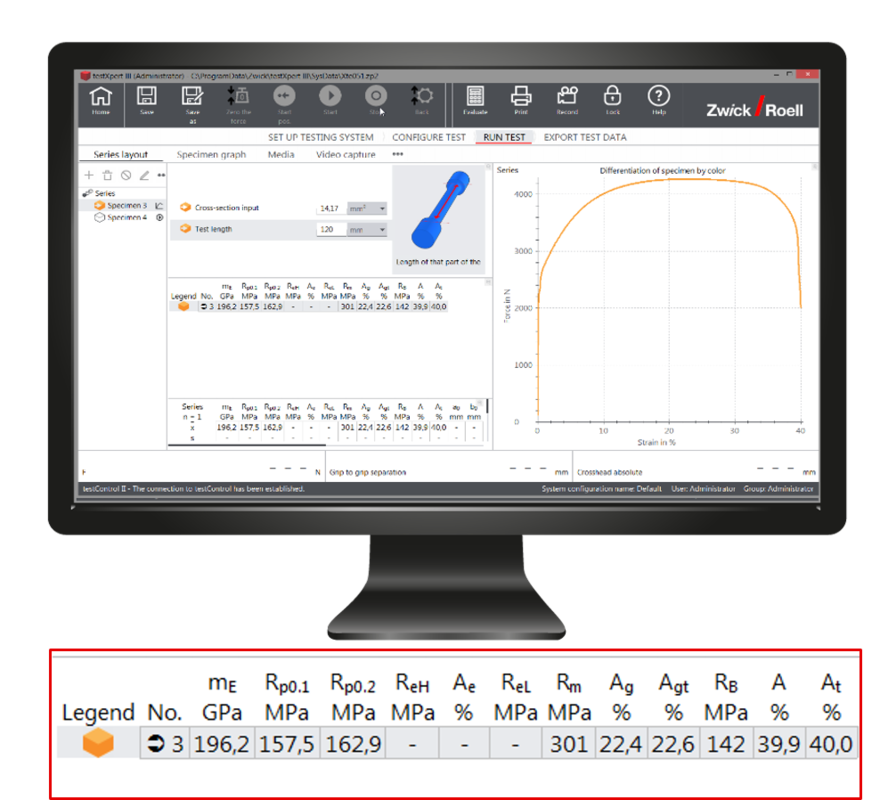
ISO 6892-1 mit Prüfsoftware testXpert effizient und sicher prüfen
Mit testXpert erhöhen Sie die Effizienz für Prüfungen nach ISO 6892-1. Und testXpert liefert sichere Prüfergebnisse, die Basis für zuverlässige Entscheidungen.
- Egal welche Methode Sie wählen, in der Prüfvorschrift sind alle Parameter der ISO 6892-1 schon drin, zu 100% normkonform. In einem vorbereiteten Layout sehen Sie die tatsächlich erreichte Dehngeschwindigkeit innerhalb der von der Norm vorgegebenen Toleranzen.
- Sparen Sie sich Vorversuche und manuelle Berechnungen für die Dehngeschwindigkeit nach ISO 6892-1 ein. testXpert übernimmt die automatische Einstellung aller Regelparameter. Zielpositionen und Dehnungswerte werden punktgenau angefahren. Veränderungen der Probeneigenschaften werden online kompensiert.
- Wiederholbare Prüfergebnisse sichert testXpert durch exakt identische Prüfbedingungen über eine vordefinierte Maschinenkonfiguration.
- Für Vergleichbare Prüfergebnisse wird der Bedienereinfluss auf ein Minimum reduziert, zum Beispiel durch die Benutzerverwaltung.
testXpert Standardprüfvorschrift für ISO 6892-1

TENSTAND Software-Validierung
100% verlässliche Prüfergebnisse mit der Validierung nach ISO 6892-1 / TENSTAND
Die Prüfergebnisse, die von der Prüfsoftware gemäß Norm ISO 6892-1 bestimmt werden, können mit einem international abgestimmten Datensatz und international abgestimmten Prüfergebnissen überprüft und validiert werden. In einem Europäischen Projekt mit der Bezeichnung "TENSTAND" wurden Rohdaten aus Metallzugversuchen erzeugt und qualifiziert. Aus diesen Daten wurden Prüfergebnisse und Ergebniskorridore ermittelt und ebenfalls qualifiziert. Mit diesen "TENSTAND" Datensätzen und Ergebnissätzen kann die Prüfsoftware schnell und sicher durch Vergleich der Resultate überprüft werden. Das "National Physical Laboratory" (NPL) in London hält diese Datensätze und Ergebnissätze bereit.
- Nationales Physikalisches Laboratorium (NPL) ist das britische Pendant zur deutschen Physikalisch-Technischen Bundesanstalt (PTB). Es definiert die im Bereich Physik bzw. Technik geltenden nationalen Standards.
- Ihre Aufgaben sind die Bestimmung von Fundamental- und Naturkonstanten, Darstellung, Bewahrung und Weitergabe der gesetzlichen Einheiten des Internationalen Einheitensystems (SI), ergänzt um Dienstleistungen wie den Kalibrierdienst UKAS (United Kingdom Accreditation Service) für den gesetzlich geregelten Bereich.
Sicher reproduzierbare Prüfergebnisse mit TENSTAND und testXpert
Überprüfen Sie Ihre Prüfergebnisse mit der TENSTAND Software-Validierung.
- ASCII Rohdatensätze "TENSTAND" von NPL in der Prüfsoftware testXpert laden
- Prüfergebnisse aus diesen Rohdatensätzen mit testXpert ermitteln
- Eigene Ergebnisse mit "TENSTAND" Ergebnissen vergleichen

Wir suchen und finden für jede Ihrer Anforderung die optimale Prüflösung.
Nehmen Sie direkt Kontakt mit unseren Branchenexperten auf.
Wir beraten Sie gerne!
Passende Produkte zur Durchführung des Zugversuchs an Metall nach ISO 6892-1