Essai des tôles minces
Les tôles minces constituent avec les films la dernière étape de la chaîne de fabrication des produits plats. Les tôles minces ont une épaisseur entre 0,35 et 3,0 mm; les films ont une épaisseur plus petite que 60 µm. Les tôles les plus minces couvrent la transition d'épaisseur. Les applications pour ces produits plats sont nombreuses et variées et donc très largement utilisés dans tous les secteurs industriels, et la gamme des essais sur tôles fines est particulièrement étendue.
Essais de traction Essais de dureté Essais de formage Essai de traction haute vitesse Automatisation


Essai de traction simple sur tôle mince
Une bonne formabilité associée à une haute résistance sont souvent exigées des tôles minces. La norme internationale ISO 6892-1 de même que la norme américaine ASTM E8 sont fréquemment utilisées pour la caractérisation des propriétés des matériaux en essai de traction.
L’essai des tôles minces conformément aux normes ISO 6892 et ASTM E8 n’a jamais été aussi simple.
Nos systèmes d’essai sont conçus pour un débit d’éprouvettes élevé et des résultats d’essai fiables. Vos éprouvettes sont serrées en toute sécurité sans ruptures par serrage et, grâce à la longueur de référence initiale bien reproductible, les essais peuvent être répétés rapidement et de manière fiable.
Vos essais sont réalisés par des opérateurs différents ? Pas de problème - grâce à nos instructions intelligentes étape par étape, notre logiciel d’essai testXpert aide l’utilisateur à configurer et à réaliser les essais ainsi qu’à évaluer les résultats d’essai. Il est ainsi très facile d’obtenir des résultats d’essai précis et reproductibles.
Vos plus grands avantages :
- Tous les paramètres de configuration du système sont automatiquement chargés via nos programmes d’essai Standard.
- Les mesures de section sont rapides et sans erreur.
- La transmission des données vers notre logiciel d’essai testXpert est automatique et 100 % conforme aux normes.
- La navigation dans le logiciel est simple et vous permet d’économiser du temps et de l’argent.


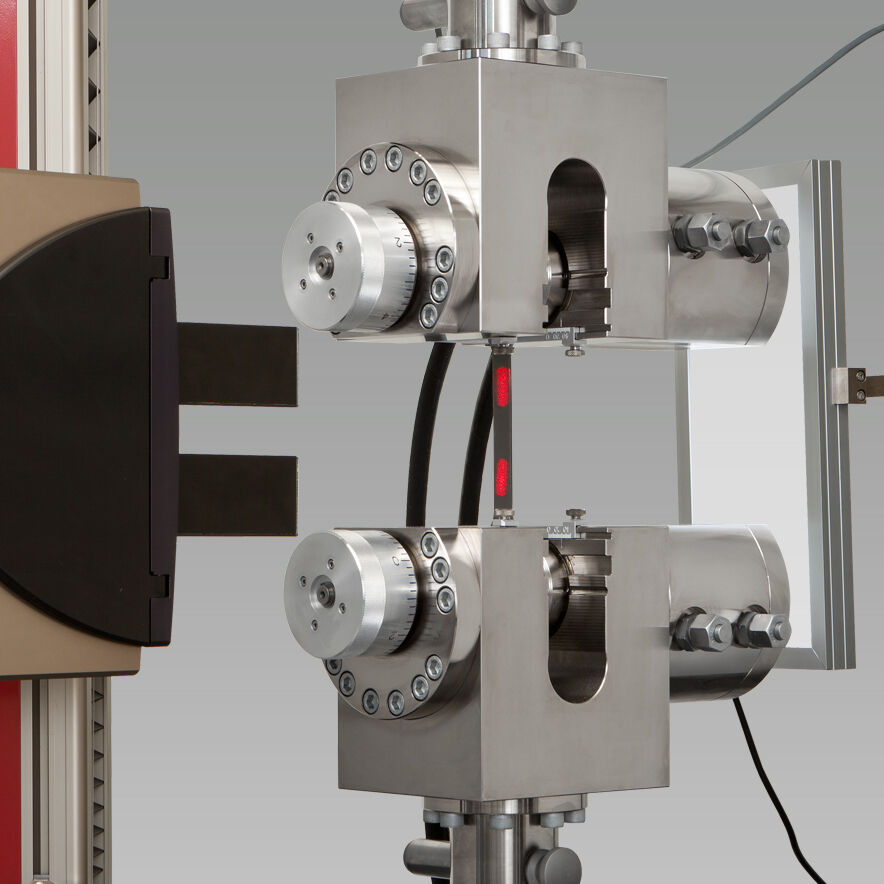
Essais de traction sur tôles minces avec détermination des valeurs r & n
Les valeurs r et n sont fréquemment déterminées afin de caractériser les propriétés de formabilité dans l’essai de traction ; la valeur n décrit l’écrouissage (augmentation de la contrainte) pendant la déformation plastique jusqu’à l’allongement uniformément réparti, la valeur r décrit l’anisotropie verticale. La valeur n est déterminée à partir des données de contrainte en traction et valeurs d’allongement, la variation de section de l’éprouvette de traction est mesurée en supplément durant l’essai pour la valeur r. La valeur r est déterminée conformément à la norme internationale ISO 10113 et à la norme américaine ASTM E517, la valeur n conformément aux normes ISO 10275 et ASTM E646.
Le prélèvement de l'échantillon dans la tôle mince s'effectue dans un angle déterminé à la direction de laminage, afin de déterminer la valeur r conformément. La longueur calibrée est produite par fraisage ou découpe simultanée au traitement ultérieur, des bandes sont sciées dans les feuilles, des échantillons sont également découpés dans de nombreux cas; la forme de l'éprouvette dépend de la méthode d'essai prescrite par la norme.


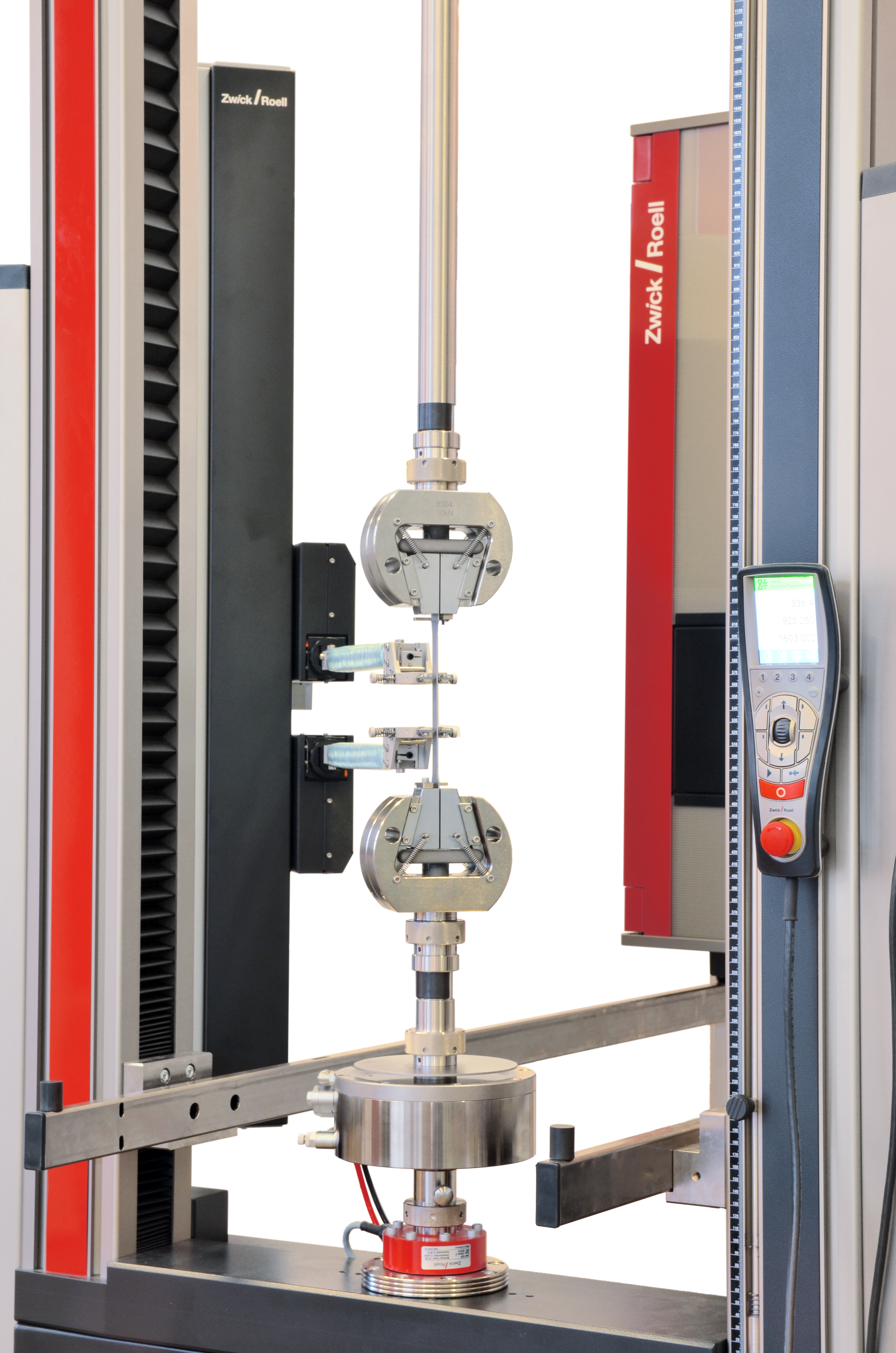
Solutions d’essais pour essais de traction sur tôle mince
Pour la fabrication des éprouvettes, ZwickRoell vous propose des appareils et machines adaptés aux épaisseurs de tôle. Pour la détermination des grandeurs caractéristiques de l'essai de traction, ZwickRoell vous propose un large choix de machines d’essais des matériaux statiques. Pour la mesure de la déformation et de la variation largeur, ZwickRoell propose un large choix d’extensomètres et capteurs de variation largeur, qui pourront être choisis en fonction du besoin du client et conditions d'essai: par exemple, un extensomètre de type laser pour les tôles rigides.




Trop d’éprouvettes?
Passez à l’automatisation!
En savoir plus sur les systèmes d'essai automatisés Nous contacter dès maintenant





Essais de traction sur tôle mince
Les essais de dureté sur tôles minces et tôles minces revêtues sont réalisés pour la définition de la dureté des couches superficielles de tôle et du revêtement. L'essai de dureté sert principalement au Contrôle Qualité du processus de laminage et revêtement. Pour permettre la mesure de couche dans une plage allant de quelques micromètres jusqu'à quelques dizaines de micromètres, les principales méthodes d'essais de dureté utilisées sont les méthodes avec petites profondeurs de pénétration restantes.
Les petites profondeurs de pénétration pourront être obtenues sous application des plus petites forces d'essais avec les méthodes d'essais de dureté selon les échelles de dureté Vickers (DIN EN ISO 6507-1), Rockwell (DIN EN ISO 6508-1) et Rockwell Superficiel de même que selon Brinell (DIN EN ISO 6506-1). Pour les couches minces, l'usage de la méthode d'essais de dureté selon Martens connaît un fort développement. A cause de la mesure précise de la courbe de force-pénétration, cette méthode d'essais de dureté est également appelée essai de pénétration instrumenté (IIT, en abrégé). La profondeur de pénétration d'une empreinte restante ne doit pas excéder ici 10 % de l'épaisseur de tôle ou de l'épaisseur de couche disponible; le cas échéant, l'influence du support ou du substrat ne serait plus négligeable. Avec une résolution de l'ordre du micromètre, l'essai de pénétration instrumenté permet la mesure de petites empreintes et/ou profondeurs de pénétration avec une précision plus élevée garantissant ainsi une mesure reproductible et sûre des valeurs de dureté.
Les tôles minces sont fréquemment découpées sur mesure et soudées à d'autres qualités de tôle (tailored blanks), par exemple, selon un soudage à la molette (DIN EN ISO 4063). Le Contrôle Qualité des soudures se pratique lui aussi avec des méthodes d'essais de dureté. Les principales méthodes d'essais de dureté utilisées ici sont les méthodes de dureté micro selon Vickers et Knoop, mais aussi selon Martens (DIN EN ISO 6507-1, DIN EN ISO 4545-1, DIN EN ISO 14577-1) sur micro-section ou surface de la soudure et son environnement immédiat. Les appareils, destinés à cette méthode, garantissent une définition précise des positions pour les essais simples ou multiples






Essais de formabilité sur tôle mince
De bonnes propriétés de formabilité sont très demandées pour les tôles minces. Les procédés de formage typiques tels que l'emboutissage et l’étirage sont caractérisés ou vérifiés dans des méthodes d'essais normalisés. Pour vérifier les propriétés demandées, ZwickRoell utilise des machines d’essai d'emboutissage de type BUP et propose des machines d'essai avec forces d'étirage jusqu'à 1 000 kN.
Les courbes limites de formage consistent à déterminer la déformation qu'un matériau peut supporter sans rupture; les allongements limite ainsi déterminés ne devront pas être dépassés dans les procédés de mise en forme. Pour la technologie de mesure optique nécessaire à l'enregistrement des allongements pendant le processus d'étirage, ZwickRoell travaille en partenariat avec un réseau d'entreprises hautement qualifiées.



Essais Draw-Bead sur tôle mince selon VDA 230/201
Cet essai a pour objectif de déterminer le coefficient de frottement entre tôles d'acier et outil d'étirage, et de définir ainsi le lubrifiant idéal pour cette opération de transformation. Le Draw-Bead-Test permet d'éviter les fissures et craquelures, et d'assurer ainsi un procédé d'emboutissage optimal. Le dispositif Draw-Bead peut être aisément monté dans une machine d'essai standard.
Pour cet essai, une feuille de tôle avec les dimensions typiques (300 mm x 30 mm x 2 mm) est contrainte dans la mâchoire supérieure dans l'axe de la machine d'essais; le dispositif Draw-Bead est raccordé. Pour terminer, le dispositif Draw-Bead- étire la feuille de tôle. Cette procédure peut être reproduite automatiquement. Le nombre de répétitions est réglable. C'est la force de serrage avec régulation numérique du Draw-Bead qui assure la fiabilité et reproductibilité des valeurs mesurées. Le poinçon de l'outil peut être aisément remplacé, pour couvrir les spécifications d'essais les plus diverses


Essais de déchirement haute vitesse sur tôle mince
Le comportement des matériaux avec fort taux d'allongement est décisif pour les applications dans l'industrie automobile. En cas d'accident, de hautes vitesses sont approchées à déformation du matériau; ces données devront impérativement être prises en compte pour la conception de l'automobile. Les grandeurs caractéristiques nécessaires à l’essai de traction haute vitesse sont déterminées sur des machines d’essai haute vitesse de la série HTM. Ces machines d’essais servohydrauliques approchent les éprouvettes à des vitesses de déformation de 20 m/s pour des forces allant jusqu'à 160 kN.








