ISO 898-1, ISO 3506-1, ASTM F606: testing of threaded fasteners
Standar ISO 898-1, ISO 3506-1 dan ASTM F606 menjelaskan pengujian pengencang berulir (baut, sekrup, dan stud) termasuk sekrup baja dan sifat mekanik dan fisiknya seperti tensile strength, offset yield (tegangan minimum), perpanjangan setelah patah dan kekerasan.
- ISO 898-1 menetapkan sifat mekanis pengencang yang terbuat dari baja karbon dan baja paduan (baut, sekrup, dan kancing dengan kelas properti tertentu – ulir kasar dan ulir pitch halus)
- ISO 3506-1 menetapkan sifat mekanis pengencang yang terbuat dari baja tahan karat tahan korosi (baut, sekrup, dan kancing dengan nilai dan kelas properti tertentu)
- ASTM F606: Metode Uji Standar untuk Menentukan Sifat Mekanis Pengencang, Pencuci, Indikator Tegangan Langsung, dan Paku Keling Berulir Eksternal dan Internal
Karena beberapa pengencang, baut, sekrup, dan kancing yang paling penting tidak hanya dianggap penting secara universal dalam pengaturan industri, tetapi juga untuk keperluan sehari-hari. They are used in the construction of complex machinery and equipment, as well as vehicles and buildings. Karena tekanan mekanis terkonsentrasi pada jenis titik sambungan ini, integritas pengencang sangat penting. Oleh karena itu baut, sekrup dan mur harus memenuhi persyaratan keamanan yang ketat.
Ikhtisar metode pengujian Property classes Uji tarik Uji proof load Tes kesehatan kepala Uji hardness Uji torsion Uji notched impact bending Sistem pengujian

Pengujian pengencang berulir sesuai ISO 898-1
Tabel berikut ini memberikan gambaran umum tentang metode uji mekanis yang ditentukan dalam standar ISO 898-1.
Dalam metode uji mekanis yang berbeda, perbedaan dibuat antara pengencang jadi dan pengencang ukuran penuh dan antara pengencang dengan kapasitas pemuatan penuh dan kapasitas pemuatan yang berkurang.
Pengencang jadi adalah pengencang yang semua langkah pembuatannya telah diselesaikan. Jadi mereka benar-benar pengencang yang sudah jadi.
Pengencang ukuran penuh adalah pengencang jadi yang di atasnya diameter shank dipertahankan sepenuhnya untuk pengujian tarik. Mereka juga disebut sebagai pengencang betis penuh. Penandaan ini tidak termasuk baut tipis dan ekspansi serta baut banjo.
Pengencang dengan kapasitas pemuatan yang telah berkurang biasanya tidak dapat dimuat sepenuhnya karena geometri kepalanya (disebut sekrup kepala lemah), tidak seperti sekrup dengan geometri tipikal dari kelas properti yang sama. Sekrup semacam itu diidentifikasi dengan angka nol di depan.
| Kutipan dari standar ISO 898-1 | Metode uji | Sifat mekanik yang akan ditentukan | Jenis pengikat atau spesimen |
|---|---|---|---|
| 9,1 | Uji tarik di bawah pemuatan baji | Kekuatan Tarik | Baut dan sekrup yang sudah jadi (tidak termasuk stud) |
| 9,2 | Uji tarik | Kekuatan Tarik | Baut, sekrup, dan kancing yang sudah jadi |
| 9,3 | Offset yield (tegangan minimum), persentase perpanjangan setelah patah | Baut, sekrup, dan stud ukuran penuh | |
| 9,4 | Kekuatan Tarik | Baut dan sekrup dengan kemampuan memuat yang berkurang | |
| 9,5 | Pengencang dengan shank berpinggang | ||
| 9,6 | Uji Proof Load | Stres di bawah beban bukti, perpanjangan permanen | Baut, sekrup, dan kancing yang sudah jadi |
| 9,7 | Uji tarik | Kekuatan tarik, yield strength/offset yield, strain at break, area reduksi | Potongan uji mesin |
| 9,8 | Tes kesehatan kepala | Kekuatan kepala | Baut dan sekrup |
| 9,9 | Pengujian kekerasan | Hardness Vickers, Brinell atau Rockwell | Semua baut dan sekrup, khususnya yang terlalu kecil untuk uji tarik |
| 9,10 | Tes dekarburisasi | Kekerasan permukaan (HV 0.3) | Kelas properti 8,8 hingga 12,9 |
| 9,11 | Tes karburisasi | ||
| 9,12 | Tes ulang | ||
| 9,13 | uji torsi | Torsi putus | Semua sekrup kecuali sekrup shank berpinggang |
| 9,14 | Uji impak Charpy | Ketangguhan di bawah beban benturan | Benda uji mesin yang terbuat dari baut, sekrup dan stud dengan diameter 16 mm |
Kelas properti
Property classes of bolts and screws diidentifikasi dengan dua nomor yang dipisahkan oleh titik. Angka di sebelah kiri periode adalah kekuatan tarik dalam MPa dibagi 100. Angka di sebelah kanan periode menunjukkan sepuluh kali lipat dari titik hasil atau rasio hasil offset.
Sebagai contoh, sekrup dengan properti 9.8 akan memiliki nilai nominal sebagai berikut:
- Kekuatan tarik nominal: Rm = 9 × 100 MPa = 900 MPa
- Rasio titik hasil: Re/Rm = 8 ÷ 10 = 0,8
- Titik hasil: Rm = 0,8 × 900 MPa = 720 MPa
Properti mur diidentifikasi dengan satu nomor, yang sesuai dengan properti tertinggi dari sekrup yang dapat dipasangkan dengan mur tersebut. Mur dari properti 9 dapat dipasangkan, misalnya, dengan sekrup ke properti 9.8.
Ikhtisar kelas properti
| Nilai karakteristik bahan | 3,6 | 4,6 | 4,8 | 5,6 | 5,8 | 6,8 | 8,8 | 9,8 | 10,9 | 12,9 |
Yield strength Re | 180 | 240 | 320 | 300 | 400 | 480 | 640 | 720 | 900 | 1080 |
| Tensile strength Rm (N/mm²) | 330 | 400 | 420 | 500 | 520 | 600 | 830 | 900 | 1040 | 1220 |
Uji tarik pada pengencang berulir untuk ISO 898-1, ISO 3506-1, ASTM F606
Pengikat berulir dipilih dengan sangat hati-hati menurut aplikasi industrinya dan diintegrasikan secara seksama ke dalam desain. Penentuan akurat (melalui uji tarik) dari tensile modulus elastis dan batas beban elastis sangat penting, karena nilai-nilai ini menentukan limit force yang diperlukan untuk koneksi ulir yang aman dan andal.
Semua variasi uji tarik (Bagian 9.1-5 dan 9.7) harus dilakukan sesuai dengan ISO 6892-1. Spesifikasi untuk uji tarik pada pengencang berulir tercakup dalam standar ISO 898-1, ISO 3506-1 atau ASTM F606. Contohnya, kecepatan uji tidak boleh melebihi 25 mm/menit. Selain itu, kecepatan uji maksimum 10 mm/menit berlaku saat menentukan yield strength atau offset yield.
Untuk pengencang ukuran penuh, pengujian yang dijelaskan pada bagian 9.2 dan 9.3 untuk penentuan offset yield, kekuatan tarik dan persentase perpanjangan setelah patah dapat digabungkan dalam satu uji tarik.

Pengujian pengencang berulir: pegangan spesimen untuk uji tarik pada pengencang berulir sesuai ISO 898-1

Pengujian pengencang berulir: uji tarik pada pengencang berulir sesuai ISO 898-1
Peralatan pengujian untuk uji tarik pada pengencang untuk ISO 898-1, ISO 3506-1
Faktor penentu untuk dimensi mesin uji adalah ukuran dan kekuatan pengencang yang akan diuji. Untuk pengencang dengan ulir mulai dari M8, kami merekomendasikan mesin uji bahan untuk gaya uji besar (pada Fmax 600 kN). Mulai dari ulir M12, diperlukan gaya maksimum 1.200 kN, dan pada M18 diperlukan mesin uji dengan gaya maksimum 2.500 kN.
Penggunaan pegangan spesimen yang diperkeras memungkinkan pengujian pengencang jadi yang efisien, serta sekrup dan baut yang diputar dan sekrup yang dipasang. Spesimen dengan pemegang spesimen yang sesuai dimasukkan ke dalam pegangan spesimen, yang dapat diakses secara bebas dari depan, dan secara otomatis berada di tengah-tengah sumbu tarik. Untuk uji tarik di bawah beban baji, dudukan kepala bersudut tersedia dengan penambahan sudut 4°, 6°, dan 10°.
Extensometer diperlukan untuk menentukan hasil offset Untuk uji tarik pada potongan uji mesin, semua jenis ekstensometer yang umum digunakan dapat diterapkan—dari versi kontak seperti makroXtens hingga videoXtens optik.
Untuk mencengkeram spesimen dalam mesin uji, specimen grips for screw tests dengan dudukan kepala dan dudukan berulir yang sesuai digunakan, yang memastikan kesesuaian dengan panjang spesimen minimum yang ditentukan dalam standar.
Uji proof load pada threaded fasteners sesuai ISO 898-1
Uji proof load (bagian 9.6) adalah uji tarik yang hanya dilakukan hingga beban uji murni yang dimaksudkan. Beban uji yang tepat bergantung pada ulir, diameter pengikat, dan kelas properti. Hal ini tercantum dalam tabel di ISO 898-1.
Saat menerapkan beban uji, kecepatan uji harus tidak melebihi 3 mm/menit. Beban ditahan selama 15 detik dan pengikat telah lulus pengujian jika tidak ada pemanjangan plastis yang dihasilkan dalam ketidakpastian pengukuran yang diizinkan yaitu ± 12,5 μm.

Uji head soundness pada pengencang berulir
Untuk tes kesehatan kepala, baut atau sekrup dimasukkan ke dalam blok padat yang sudah dibor pada suatu sudut. Kepala pengikat ditekuk pada sudut tertentu dengan gerakan menghantam, dan tidak ada tanda-tanda retak yang terlihat setelah pengujian. Uji ini umumnya digunakan ketika uji tarik di bawah wedge loading tidak dapat dilakukan karena pengikat terlalu pendek.
Uji Charpy impact hanya digunakan dalam pengujian pengencang, jika diperlukan oleh standar produk atau kesepakatan yang sesuai dibuat antara pabrikan dan pelanggan.
Uji kekerasan pada pengencang berulir
Metode untuk Vickers (ISO 6507-1), Brinell (ISO 6506-1) atau Rockwell (ISO 6508-1) diperbolehkan untuk penentuan kekerasan.
Untuk pengujian kekerasan ke Vickers gaya beban minimum HV 10 berlaku. Pengujian kekerasan terhadap Brinell terutama dilakukan dengan HBW 1/30 atau HBW 2.5 / 187.5. Untuk pengujian kekerasan ke Rockwell, skala B (HRB) digunakan untuk pengencang properti 4,6 - 6,8 dan skala C (HRC) untuk kelas properti 8,8 - 12,9. Dalam hal arbitrase, uji kekerasan Vickers akan digunakan sebagai referensi.
Kekerasan diukur pada penampang melintang atau di permukaan. Dalam kasus pertama, spesimen penampang diambil dari area ulir. Lekukan dibuat di dekat sumbu pengikat dan kekerasan yang dihasilkan juga disebut sebagai kekerasan inti. Saat kekerasan diukur pada permukaan, permukaan harus rata (misalnya di kepala, di ujung pengikat atau di betis yang tidak diikat) setelah pelapisan dilepas.
Dalam uji retempering, kekerasan Vickers diukur sebelum dan sesudah perlakuan panas. Pengurangan kekerasan setelah retempering, jika ada, harus kurang dari 20 unit Vickers.
Pada decarburization dan carburization test diuji kekerasan terhadap Vickers dengan uji gaya 2,942 N (HV 0,3) pada penampang longitudinal melalui sumbu ulir. Zona benang diukur pada tiga titik yang ditentukan dengan jarak yang berbeda ke permukaan. Perbedaan nilai terukur yang terlalu kecil atau terlalu besar merupakan indikasi dekarburisasi atau karburisasi.
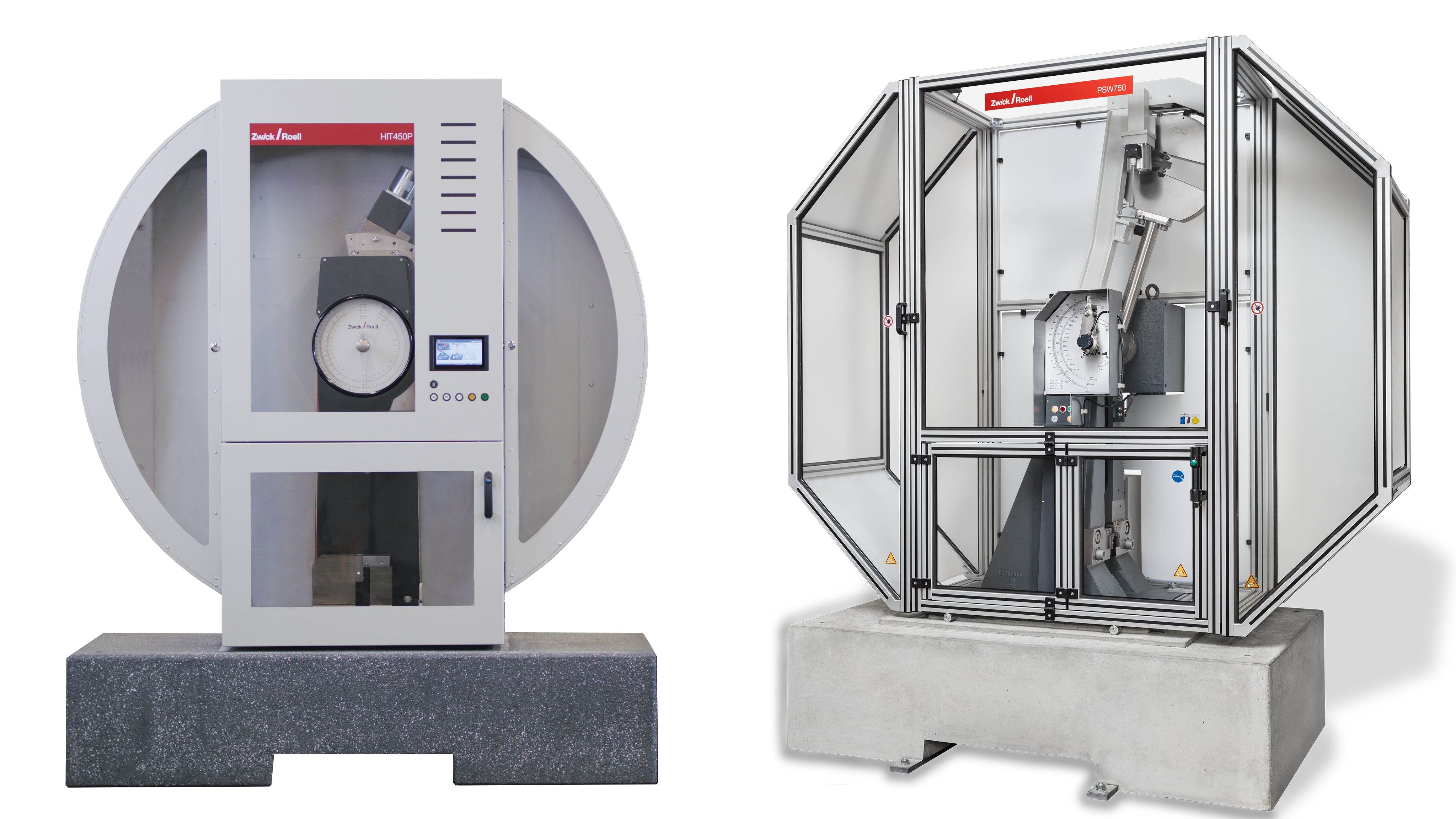
Uji impak charpy pada fasteners
Tujuan dari Uji impak charpy adalah untuk menentukan kapasitas pemuatan bahan pengikat pada suhu rendah. Karena spesimen Charpy V-notch harus dipotong dari pengikat, diameter nominal harus minimal 16 mm. Uji impak pendulum Charpy standar ISO 148-1 menjelaskan metode pengujian ini.