ISO 6892-1 Uji Tarik pada Logam pada Suhu Ambient
Standar DIN EN ISO 6892-1 untuk uji tarik pada logam menstandardisasi pengujian tarik logam atau baja pada suhu ambient dan menentukan nilai karakteristik mekanis.
Tujuan & aplikasi ISO 6892 berdasarkan range suhu Nilai karakteristik Video / menjalankan pengujian Pengukuran force/ekstensi Uji kecepatan pengujian Kontrol strain rate Software pengujian Sistem pengujian

Tujuan dan aplikasi standar ISO 6892-1
Uji tarik adalah uji teknologi-mekanik yang paling penting dan paling sering digunakan di seluruh dunia, yang digunakan untuk menentukan nilai karakteristik kekuatan dan regangan untuk aplikasi logam yang sangat penting dalam desain dan konstruksi komponen, komoditas, mesin, kendaraan, dan bangunan.
Tugas pengujian adalah untuk menentukan nilai karakteristik material secara andal dan dapat direproduksi dan mencapai keterbandingan internasional.
Uji tarik uni-aksial adalah metode yang digunakan untuk menentukan nilai karakteristik untuk yield point atau offset yield, tensile strength dan regangan saat putus. Selain itu, titik leleh yang lebih rendah, ekstensi titik leleh, dan ekstensi pada gaya maksimum ditentukan.
Uji tarik pada logam sesuai ISO 6892 - diferensiasi berdasarkan rentang suhu
Dalam tensile testing pada metal,standar membedakan di antara empat rentang suhu tempat uji tarik dilakukan: suhu kamar, suhu tinggi, suhu rendah, dan suhu helium cair. Kisaran suhu yang berbeda dan media helium cair memberlakukan persyaratan yang sangat berbeda pada sistem pengujian dan metode pengujian, termasuk spesimen yang akan disiapkan. Oleh karena itu, standar ISO internasional dibagi menjadi empat bagian berbeda, yang masing-masing membahas salah satu rentang suhu yang disebutkan di atas:
- ISO 6892-1 test method pada room temperature
- ISO 6892-2 Metode pengujian pada suhu tinggi
- ISO 6892-3 test method pada low temperatures
- ISO 6892-4 test method di liquid helium
Selain standar ISO yang diterima secara internasional ini, standar nasional termasuk standar ASTM Amerika, standar EN Eropa, standar JIS Jepang dan standar GB / T Cina juga diterapkan secara internasional. Untuk bidang aplikasi khusus, yaitu dirgantara, standar khusus tambahan mungkin penting atau diperlukan.
DIN EN ISO 6892-1: Nilai karakteristik penting
Tensile test pada metals atau bahan logam, terutama didasarkan pada DIN EN ISO 6892-1 dan ASTM E8. Kedua standar tersebut menentukan bentuk spesimen dan proses pengujian masing-masing. Tujuan dari standar ini adalah untuk menentukan dan menetapkan metode pengujian sedemikian rupa, sehingga meskipun sistem pengujian yang berbeda digunakan, nilai karakteristik yang akan ditentukan tetap dapat direproduksi dan benar. Ini juga berarti bahwa persyaratan standar membahas faktor-faktor penting yang mempengaruhi dan umumnya merumuskan persyaratan sedemikian rupa sehingga ada cukup kelonggaran untuk realisasi teknis dan inovasi.
Nilai karakteristik penting yang terkait dengan pengujian tarik pada logam menurut ISO 6892-1 meliputi:
- Yield point; lebih akuratnya titik yield atas dan bawah (ReH and ReL)
- Offset yield; umumnya ditentukan sebagai titik luluh pengganti pada perpanjangan plastis 0,2% plastic elongation (Rp0.2).
- Perpanjangan poin yield; ekstensi titik yield ekstensometer lebih akurat, karena hanya dapat ditentukan dengan menggunakan ekstensometer (Ae)
- Kekuatan tarik(Rm)
- Ekstensi seragam (Ag)
- Regangan saat putus (A), di mana spesifikasi normatif yang berkaitan dengan panjang pengukur sangat penting

Kekuatan tarik dengan pengerasan material yang berbeda
Untuk bahan logam dengan yield point yang jelas tensile strength (gaya tarik maksimum) didefinisikan sebagai gaya tertinggi yang dicapai setelah upper yield point. Gaya tarik maksimum setelah melebihi titik leleh juga dapat berada di bawah titik leleh untuk bahan dengan pengerasan kerja lemah, oleh karena itu kekuatan tarik dalam hal ini lebih rendah dari nilai titik leleh atas.
Gambar kurva tegangan-regangan menunjukkan kurva dengan tingkat pengerasan kerja yang tinggi (1) dan dengan tingkat pengerasan kerja yang sangat rendah (2) setelah titik leleh.
Untuk logam dengan titik luluh dan tegangan berikutnya, di sisi lain, kekuatan tarik sesuai dengan tegangan pada titik luluh.
 dan dengan tingkat pengerasan kerja yang sangat rendah (2) setelah kekuatan luluh")
Titik luluh (ReH dan ReL), hasil offset (Rp dan Rt) dan kekuatan tarik (Rm)
Untuk penentuan kekuatan luluh dan kekuatan tarik, hanya diperlukan pengukuran gaya yang tepat, sedangkan untuk semua nilai karakteristik lainnya diperlukan pengukuran regangan (otomatis) dengan menggunakan extensometer selama pengujian, atau pengukuran regangan manual setelah pengangkatan spesimen atau sisa spesimen diperlukan.
Regangan saat putus A atau At
Regangan saat putus A atau At adalah pengukuran keuletan, atau sifat aliran suatu bahan.
Algoritme modern, yang secara otomatis menganalisis kurva tegangan-regangan, memastikan spesifikasi titik putus yang andal dan penentuan regangan saat putus yang akurat. Lokasi putus di sepanjang spesimen, lebih khusus lagi di sepanjang spesimen paralel, juga penting untuk penentuan regangan saat putus yang andal dan akurat. Jika putus atau titik kegagalan tidak berada dalam panjang pengukur ekstensometer tipe kontak, deformasi plastis yang terjadi selama necking dan titik kegagalan tidak dapat ditentukan dengan benar. Algoritme evaluasi modern memperkirakan titik kegagalan, atau titik putus, relatif terhadap titik pengukuran ekstensometer dan menunjukkan regangan yang tidak dapat diandalkan pada nilai putus.
Dengan optical, non-contact extensometers, yang merekam seluruh panjang paralel spesimen, titik putus atau kegagalan dapat ditentukan. Jika titik putus berada di luar panjang pengukur awal, menurut ISO 6892-1:2017 Appendix I, tegangan putus dapat ditentukan, jika jumlah tanda pengukur yang sesuai dipertimbangkan dan diukur selama tes. LaserXtens Array serta Array videoXtens memberikan solusi opsional untuk tugas ini. Dengan penggunaannya, regangan saat putus secara otomatis ditentukan secara andal dan akurat pada 100% spesimen.
JIS Z2241 menyediakan klasifikasi break point. Ini biasanya dilakukan secara manual melalui pengujian visual atau dengan pengukuran non-kontak terpisah. Kedua metode tersebut memakan waktu dan tenaga. Dengan ekstensometer optik non-kontak modern, tugas ini secara otomatis ditangani untuk uji tarik: indikasi (tergantung pada titik putus A, B, atau C) kemudian menjadi bagian dari hasil yang ditentukan dan dapat direkam.
Video: Menjalankan pengujian, uji tarik pada logam untuk ISO 6892-1
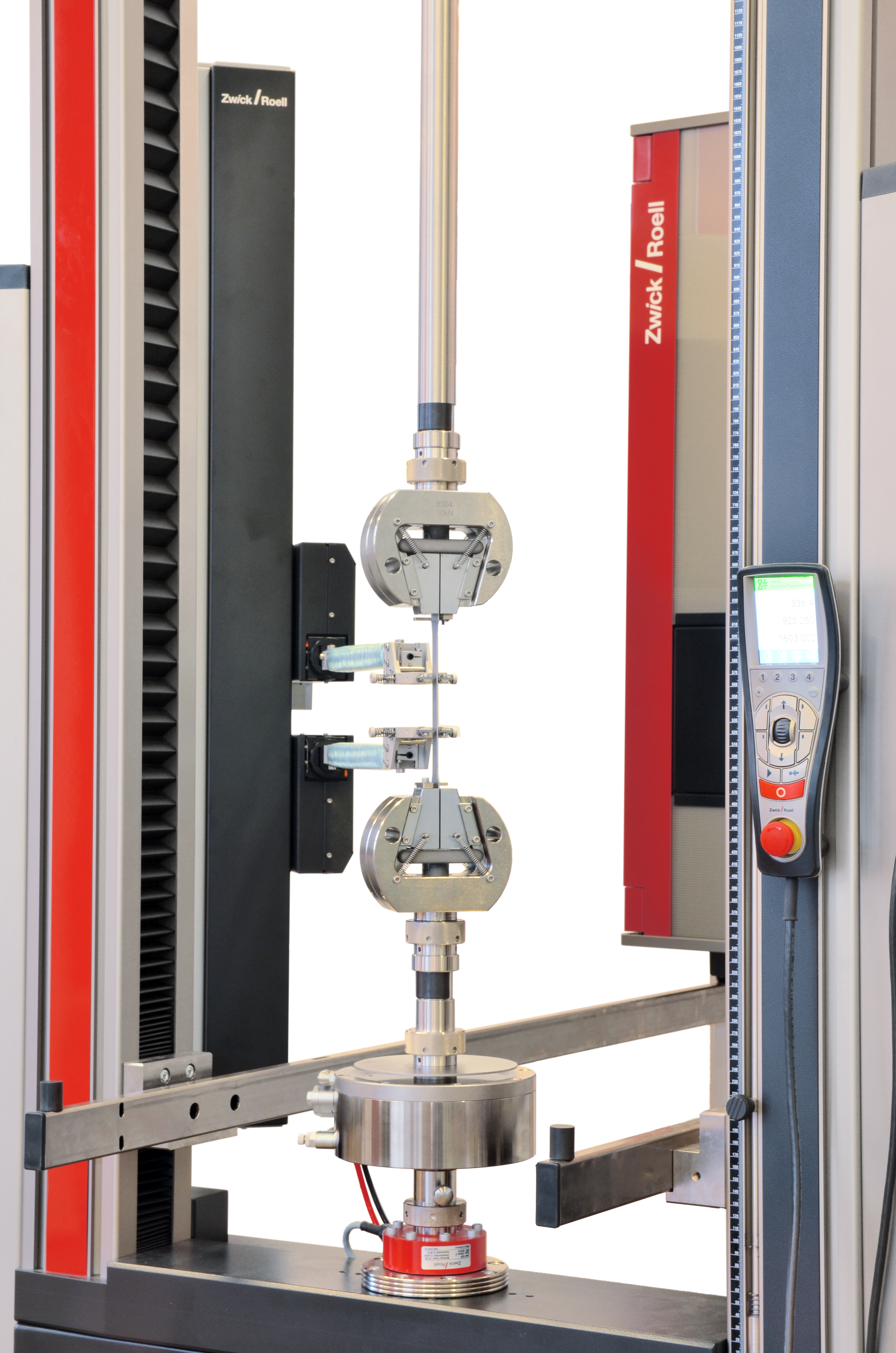
Menjalankan uji tarik sesuai dengan ISO 6892-1 Metode A1 dan A2 dengan mesin uji tarik dan ekstensometer makroXtens


Persyaratan alat uji atau pengujian
Saat menentukan nilai karakteristik yang ditentukan dalam ISO 6892-1, pengukuran gaya yang tepat dan pengukuran ekstensi spesimen di bawah penerapan gaya (pengukuran regangan) memainkan peran kunci. Yang tak kalah pentingnya adalah kecepatan uji yang ditentukan dalam standar dalam dua metode berbeda. Perbedaan dibuat antara Metode B (melalui peningkatan aplikasi tegangan) dan Metode A (melalui laju regangan). Metode A - dan di sini Metode A1 melalui kontrol laju regangan otomatis menggunakan sinyal ekstensometer (loop tertutup) adalah metode yang paling mudah dan tepat. Alat uji ZwickRoell dirancang dan dikhususkan untuk tujuan ini.
Persyaratan untuk pengukuran gaya dan pengukuran ekstensi
Persyaratan yang paling penting dan dapat dijelaskan dengan jelas juga terkait dengan pengukuran gaya dan pengukuran ekstensi spesimen di bawah penerapan gaya.
- Untuk pengukuran gaya standar ISO 6892 seri merujuk pada ISO 7500-1, Kalibrasi dan verifikasi sistem pengukuran gaya untuk mesin uji tegangan dan kompresi, dan minimal memerlukan Kelas 1.
- Untuk pengukuran ekstensi, standar ISO 6892 seri merujuk pada ISO 9513, Kalibrasi sistem ekstensometer yang digunakan dalam pengujian uniaksial, dan memerlukan Kelas 1 minimal untuk penentuan offset yield; untuk pengukuran nilai karakteristik lainnya (dengan ekstensi lebih besar dari 5%) Kelas 2 dapat diterapkan.
Proses kalibrasi, dan terutama hasil dan definisi klasifikasi, dijelaskan dalam standar untuk pengukuran gaya dan pengukuran ekstensi. Yang terakhir ini penting untuk aplikasi dalam praktik pengujian. Deviasi dan resolusi maksimum yang diizinkan dapat diperoleh melalui afiliasi untuk sistem pengukuran yang dikalibrasi, yang harus digunakan untuk penentuan ketidakpastian pengukuran sistem pengukuran.
- Untuk pengukuran gaya, standar ASTM E8 merujuk pada ASTM E74,
- dan untuk pengukuran ekstensi sesuai ASTM E83.
- Standar yang diterapkan secara internasional terkadang berbeda dalam struktur isinya, namun dalam definisi dan persyaratannya sesuai sehingga nilai karakteristik relevan yang diperoleh dari uji tarik tidak menyimpang secara signifikan satu sama lain.
Satu pengecualian yang perlu diperhatikan adalah evaluasi, dan dengan itu klasifikasi ekstensometer. Meskipun ISO 9513 mengacu pada nilai yang ditetapkan untuk deviasi yang akan dicapai, ASTM E83 juga mempertimbangkan rasio terhadap panjang gauge awal. Sebuah ekstensometer yang dimaksudkan untuk panjang pengukur awal yang kecil harus memenuhi persyaratan pengukuran yang lebih tinggi daripada yang untuk panjang pengukur awal yang lebih besar.
Nilai karakteristik, yang memerlukan penggunaan ekstensometer minimal Kelas 1 hingga ISO 9513 untuk pengujian tarik logam, adalah:
- Gradien awal dari kurva tegangan-regangan mE
- Hasil offset Rp dan Rt
Nilai karakteristik, yang memerlukan penggunaan ekstensometer minimal Kelas 2 hingga ISO 9513 untuk pengujian tarik logam, adalah:
- Yield point extension Ae
- Perpanjangan seragam Ag dan Agt, serta
- Plateu berkisar e di sekitar kekuatan tarik Rm atau gaya tarik maksimum Fm
- Regangan saat putus A dan At
Pengaruh kecepatan uji pada titik leleh (ReH dan ReL) dan hasil offset (Rp dan Rt)
Untuk penentuan yield points (ReH dan ReL) dan offset yields (Rp and Rt)yang tepat, selain pengukuran gaya dan regangan yang akurat, kecepatan pengujianjuga sangat penting. Standar ini membedakan antara dua metode untuk menetapkan kecepatan uji: pada metode B, kecepatan uji dikontrol oleh peningkatan tegangan, sedangkan pada metode A oleh strain rate. Metode A, di mana strain rate atau strain speed diperhitungkan, direkomendasikan untuk alasan berikut ini:
- Bahan logam mengubah nilai karakteristiknya ketika laju regangan di mana pengujian dilakukan berubah.
- Sebagai aturan umum, laju regangan yang lebih tinggi menghasilkan nilai kekuatan yang lebih tinggi.
- Tergantung pada paduan dan kualitas produk dari bahan logam, ketergantungan pada laju regangan bisa sangat signifikan, dan di luar batas spesifikasi untuk kualitas yang sesuai.
| Uji kecepatan dalam ISO 6892-1 |
|---|
| Metode A1: Kontrol laju regangan loop tertutup | Metode A2: Kontrol laju regangan loop terbuka | Metode B: kecepatan tegangan |
| Ekstensometer diperlukan | Ekstensometer diperlukan | Tidak diperlukan ekstensometer |
| Tidak diperlukan pra-pengujian/penyiapan (pengontrol adaptif) | Diperlukan pra-pengujian & penyiapan (penentuan sistem pengujian dan kekakuan spesimen) | Diperlukan pra-pengujian & penyiapan (penentuan sistem pengujian dan kekakuan spesimen)av |
Kontrol strain rate loop tertutup adalah metode termudah dan paling tepat
Kontrol strain rate secara signifikan meningkatkan keandalan hasil pengujian saat menentukan kekuatan luluh dan nilai luluh offset suatu material. ISO 6892-1 menyajikan dua metode untuk implementasi kontrol melalui strain rate:
- Metode A1 - kontrol laju regangan otomatis melalui penggunaan sinyal ekstensometer (loop tertutup)
- Metode A2 - penyesuaian manual melalui pemilihan awal crosshead speed, di mana strain rate yang benar untuk penentuan nilai karakteristik kemudian dicapai (loop terbuka)
Metode pertama menggunakan fitur teknis modern yang disediakan oleh pengendali drive-pengendali adaptif-untuk secara otomatis mempertahankan kecepatan crosshead dalam kisaran toleransi untuk strain rate yang ditentukan oleh standar. Metode ini membutuhkan sistem pengujian yang dilengkapi teknologi kontrol, namun metode ini secara signifikan menyederhanakan operasi pengujian dan menghilangkan kesalahan dalam pengaturan kecepatan crosshead. Oleh karena itu, metode kontrol ini direkomendasikan.

Dengan testXpert, laju regangan selalu dapat dilacak. Garis merah (1) menunjukkan rentang toleransi yang ditetapkan ISO 6892-1 (20% dari kecepatan yang ditetapkan). Garis putus-putus hijau menunjukkan kisaran toleransi yang lebih sempit sebesar 5%, yang merupakan tolok ukur yang digunakan oleh sistem pengujian ZwickRoell untuk berada di sisi yang aman jika terjadi kejadian yang tidak terduga.
Kontrol laju regangan yang baik ditandai dengan (2) fluktuasi inlet yang rendah dan (3) kontrol kecepatan yang stabil. Persyaratan penting untuk ini adalah pengontrol adaptif.
Bagaimana cara kerja kontrol laju regangan loop tertutup dalam sistem pengujian?
Untuk penyesuaian laju regangan yang tepat, sistem elektronik testControl II kami mengontrol kecepatan mesin penguji melalui penggunaan langsung nilai terukur ekstensometer. Parameter kontrol mesin pengujian secara otomatis dihitung dan disesuaikan secara adaptif secara real time. Proses ini disebut loop tertutup dengan kontrol adaptif dan berjalan di mesin pengujian ZwickRoell pada 1 kHz. Ini dengan mudah memenuhi persyaratan standar untuk kepatuhan dengan laju regangan.
Semuanya otomatis, sangat tidak rumit, dan menghemat banyak waktu operator dalam menghasilkan hasil yang andal dengan sebaran rendah.


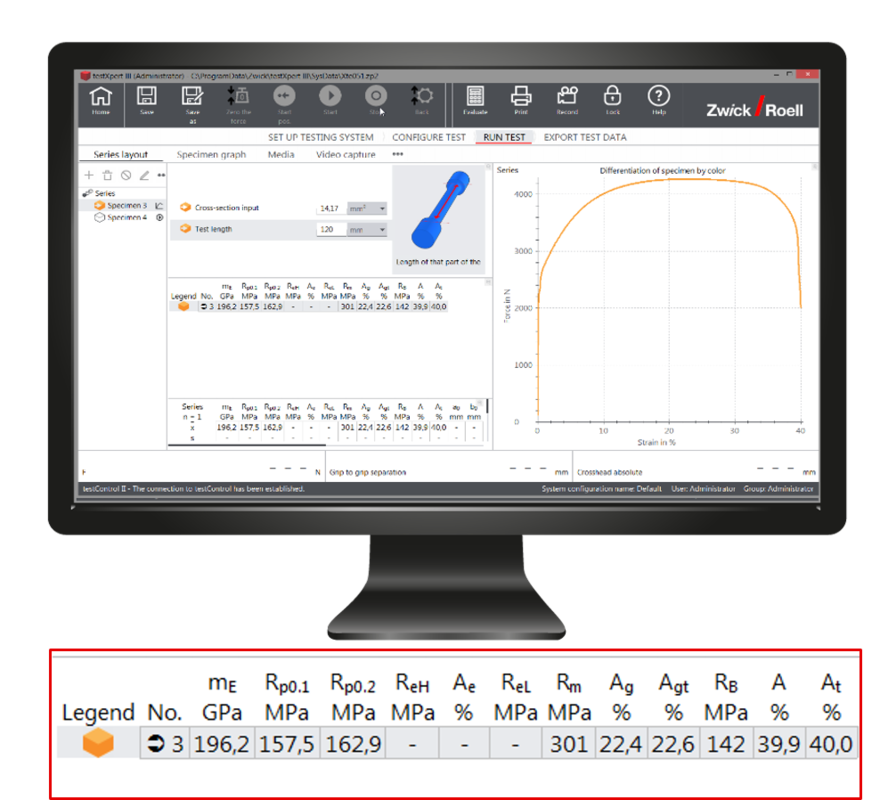
ISO 6892-1 dengan software pengujian testXpert - pengujian yang efisien dan andal
Dengan testXpert, Anda meningkatkan efisiensi untuk pengujian ISO 6892-1. Dan testXpert memberikan hasil uji yang andal, fondasi untuk keputusan yang dapat Anda andalkan.
- Apapun metode yang Anda pilih, semua parameter yang ditentukan oleh ISO 6892-1 disertakan dalam program pengujian dengan 100% standard-compliance. Dalam layout yang sudah dikonfigurasikan sebelumnya, Anda melihat strain rate yang sesungguhnya dicapai dalam toleransi yang ditentukan oleh standar.
- Jangan habiskan waktu yang tidak perlu untuk melakukan pre-tes dan penghitungan manual untuk strain rate berdasarkan ISO 6892-1. testXpert melakukan pengaturan otomatis semua parameter kontrol. Posisi target dan nilai regangan didekati dengan akurasi yang tepat. Perubahan properti spesimen dikompensasi secara online.
- testXpert memastikan hasil pengujian yang dapat diulang melalui kondisi pengujian yang identik melalui konfigurasi mesin predefined.
- Untuk hasil pengujian yang dapat direproduksi, pengaruh operator dikurangi seminimal mungkin, misalnya melalui fitur manajemen pengguna kami.

Validasi perangkat lunak TENSTAND
Hasil pengujian yang andal 100% dengan validasi ke ISO 6892-1/TENSTAND.
Hasil pengujian yang ditentukan dengan perangkat lunak sesuai standar ISO 6892-1 dapat diverifikasi dan divalidasi dengan kumpulan data yang dikoordinasikan secara internasional dan hasil pengujian yang dikoordinasikan secara internasional. Dalam proyek penelitian Eropa dengan akronim TENSTAND, data mentah dari pengujian logam dihasilkan dan memenuhi syarat. Data ini digunakan untuk menentukan dan memenuhi syarat hasil tes dan kisaran hasil. Dengan kumpulan data TENSTAND dan kumpulan hasil, perangkat lunak pengujian dapat dengan cepat dan andal diverifikasi melalui perbandingan hasil. National Physical Laboratory (NPL) di London memiliki kumpulan data dan hasil yang tersedia.
- National Physical Laboratory (NPL) adalah mitra Inggris untuk institut metrologi nasional Jerman Physikalisch-Technische Bundesanstalt (PTB). Ini mendefinisikan standar nasional yang berlaku di bidang fisika dan teknologi.
- Tanggung jawabnya meliputi penentuan konstanta fundamental dan alami, representasi, pelestarian, dan pemindahan unit hukum Sistem Satuan Internasional (SI), dilengkapi dengan layanan seperti layanan kalibrasi UKAS (Layanan Akreditasi Inggris) untuk sektor yang diatur secara hukum.
Hasil pengujian yang dapat direproduksi secara andal dengan TENSTAND dan testXpert
Verifikasi hasil tes Anda dengan validasi perangkat lunak TENSTAND.
- Unggah set data mentah TENSTAND ASCII dari NPL ke software pengujian testXpert III
- Tentukan hasil pengujian dari raw data set ini dengan testXpert
- Bandingkan hasil dengan hasil TENSTAND