ISO 527-1 & ISO 527-2 Prove di trazione sulle materie plastiche
Questo test di trazione fornisce le proprietà meccaniche dei materiali da stampaggio. Questi valori caratteristici vengo principalmente utilizzati a scopo comparativo. Le norme ISO 527-1 (principi generali) e ISO 527-2 (condizioni di prova per materiali da stampaggio ed estrusione) descrivono le prove di trazione sulle materie plastiche con uno spessore superiore a 1 mm. Il principio guida della norma ISO 527 è l'alta riproducibilità dei risultati delle prove tra laboratori, aziende e stati.
Maggiori dettagli sulle prove di trazione sulle materie plastiche sono disponibili nella norma ASTM D638. I film e le pellicole in plastica con uno spessore inferiore a 1 mm sono descritti nelle norme ISO 527-3 o ASTM D882.
Obiettivo e valori caratteristici Eseguire il test Dimensioni e forme del provino Condizioni ambientali Requisiti accuratezza Paragone con altri metodi di prova Sistemi di prova Download



Obiettivo e valori caratteristici del test di trazione in accordo alla ISO 527
Una serie di valori caratteristici viene determinata per descrivere le proprietà meccaniche essenziali di un materiale da stampaggio. Questi valori caratteristici vengo principalmente utilizzati a scopo comparativo.
I valori caratteristici sono:
- Resistenza a trazione: forza relativa alla sezione trasversale iniziale del provino
- Deformazione: variazione della lunghezza con riferimento alla lunghezza iniziale
- Modulo trazione: gradiente della curva nel diagramma sforzo-deformazione
- Punto di snervamento: resistenza e deformazione nel punto della curva in cui il gradiente è a zero
- Punto di rottura: resistenza e deformazione nel momento della rottura del provino
- Coefficiente di Poisson: coefficiente di contrazione trasversale alla deformazione longitudinale
Le normative ISO 527-1/-2 e ASTM D638 definiscono i metodi di prova per le prove di trazione. Pur essendo tecnicamente equivalenti, le prove eseguite seguendo queste norme non forniscono risultati pienamente comparabili, in quanto la forma dei provini, la velocità di prova e la determinazione dei risultati sono diversi fra loro per svariati aspetti.
Nelle prove di trazione standard, i risultati di prova vengono visualizzati sulla base di una velocità di trazione imposta al provino. In caso di test su componenti di forme non standardizzate i risultati possono variare notevolmente. A causa delle proprietà viscoelastiche dei polimeri, le proprietà meccaniche possono risultare diverse se misurate su un provino standard o su un componente di forma particolare. Per questa ragione i risultati determinati con un test di trazione sono condizionati dalla geometria del provino testato, e rappresentano comunque una valida base per il confronto dei diversi materiali.
Test di invecchiamento:
Le prove di trazione sono un valido strumento per valutare il cambiamento delle caratteristiche di un polimero a seguito di diversi processi di invecchiamento. Per questo, i valori caratteristici di un test di trazione sono determinati sia sul prodotto nuovo che dopo periodi di condizionamento e invecchiamento definiti.
Come viene eseguita la prova di trazione ISO 527-1?
Le normative ISO 527-1/-2 e ASTM D638 definiscono i metodi di prova per i test di trazione. Pur essendo tecnicamente equivalenti, le prove eseguite seguendo queste norme non forniscono risultati pienamente comparabili, in quanto la forma dei provini, la velocità di prova e la determinazione dei risultati sono diversi fra loro per svariati aspetti.
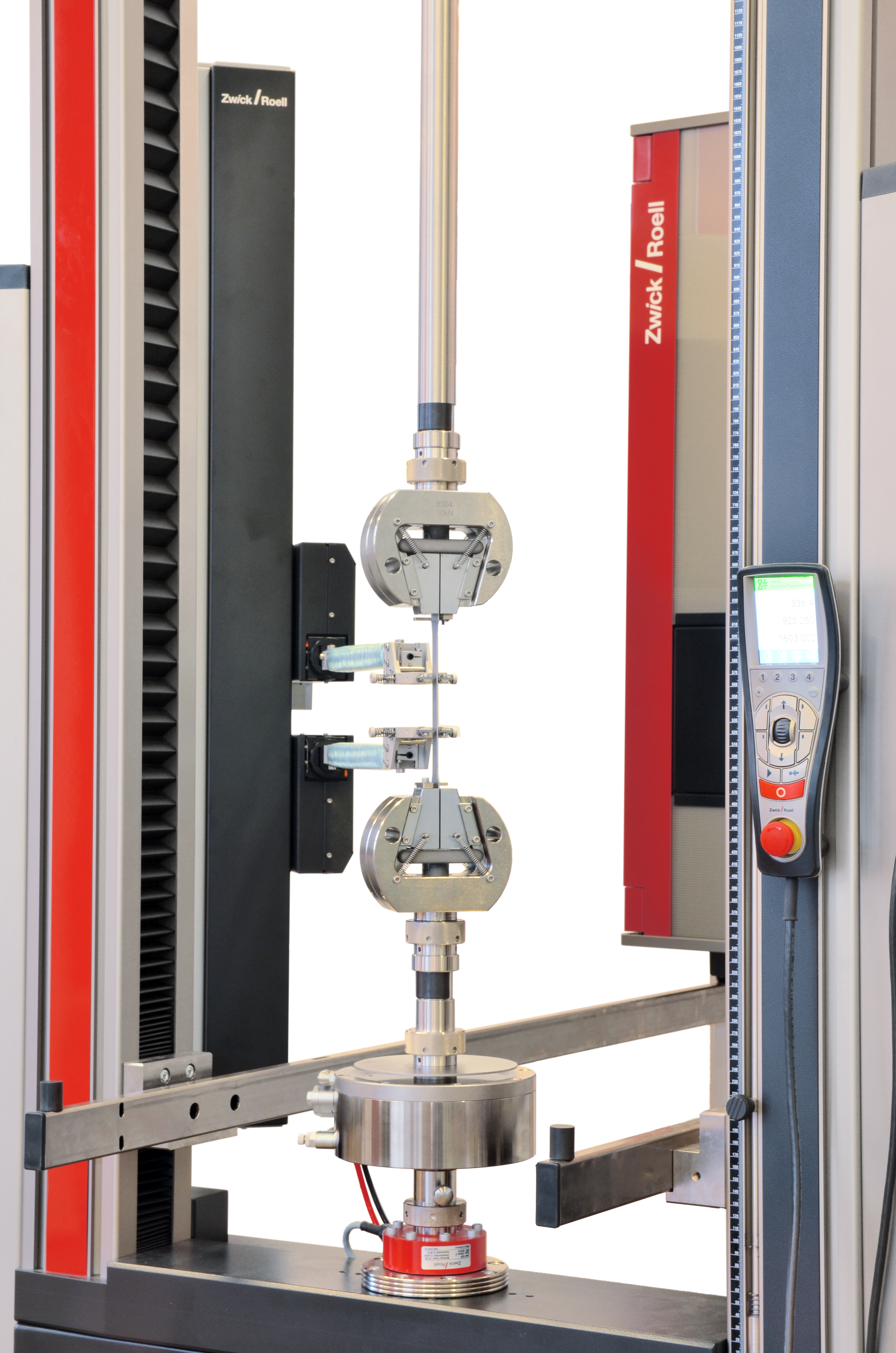
Esecuzione della prova di trazione secondo la norma ISO 527:
La norma ISO 527-1/-2 definisce innanzitutto le forme dei provini, l’accuratezza della misurazione delle dimensioni dei provini, le tolleranze consentite e la base di misura iniziale. Dopo aver impostato la distanza di separazione dall’utensile specificata, il provino viene afferrato. Un determinato precarico consente risultati riproducibili, indipendentemente dall’operatore. Valori caratteristici tipici diversi vengono determinati mediante prove di trazione in conformità con la norma ISO 527. Qui, la determinazione del modulo di trazione presenta esigenze significativamente maggiori sull’accuratezza della misurazione, definite nell’Allegato C della norma ISO 527-1. I requisiti esatti sull’ambiente e l’attrezzatura di prova utilizzati per le prove di trazione conformi alla norma ISO 527 sono riportati qui di seguito.
Il modo più facile per eseguire la prova è mediante il programma di prova standard testXpert per la norma ISO 527-1/-2. Tutte le impostazioni per l'esecuzione delle prove in accordo alla ISO 527 sono già state preimpostate con conformità alla norma garantita.


Iniziare subito a testare secondo ISO 527 con testXpert
L'efficienza dei test secondo ISO 527 e il rapido addestramento dei nuovi dipendenti sono garantiti da:
- Eliminazione della necessità di studiare la norma: conformità alla norma garantita grazie allo standard test program per la ISO 527-1/-2, in cui tutti i valori e i parametri caratteristici dello standard sono già stati salvati.
- Grazie alla funzione user management, gli utenti vedono solo le informazioni di cui hanno bisogno per eseguire il test, il che significa che possono essere addestrati rapidamente ed eseguire in modo affidabile le prove secondo ISO 527. Nulla viene dimenticato.
- La massima efficienza dei test è ottenuta grazie al collegamento di dispositivi periferici: Quando le dimensioni del campione dal micrometro vengono inviate direttamente al software di prova, si risparmia tempo e si evitano errori di immissione.
Software di prova testXpert Eseguire una prova in 6 passaggi con il testXpert
Tipo provino / Forma provino
L'obiettivo principale quando si testano materiali da stampaggio è ottenere un alto livello di riproducibilità. Questo comporta una limitazione del numero di provini. La forma e le dimensioni dei provini sono definite nella norma ISO 527-2. I campioni più indicati sono quelli di tipo 1A (stampati a iniezione) e di tipo 1B (stampati o lavorati meccanicamente):
Provini tipo 1A secondo ISO 527-2
- I provini sono generalmente prodotti tramite stampaggio a iniezione. Tipo 1A: sono i provini definiti dalla ISO 527-2. Tipo A: sono i provini denominati nella ISO 3167 con la limitazione dello spessore pari a 4 mm; questi ultimi nella ISO 20753 diventano Tipo A1. Il provino è anche incluso nella norma ISO 20753 come provino A1.
- I provini stampati per iniezione presentano un orientamento decrescente all'aumentare della distanza dal punto di iniezione. Questo comporta uno sviluppo non costante della curva delle proprietà meccaniche lungo il provino che ne causano spesso la rottura nel lato opposto del punto di iniezione.
- La base di misura che viene considerata è 75 mm, o altrimenti 50mm.
Provini tipo 1B
- Come alternativa è possibile utilizzare provini Tipo 1B, i quali nella ISO 3167 sono indicati come Tipo B e nella ISO 20753 Tipo A2.
- I provini sono generalmente ricavati per intaglio da lastre ottenute per iniezione. Gli orientamenti del polimero solitamente sono notevolmente diversi da quelli nei provini derivanti da stampaggio a iniezione Usando provini con forme diverse non viene garantita la comparabilità dei risultati ottenuti.
- Per i provini Tipo 1B è specificata una base di misura di 50 mm, a causa del raggio maggiore risultante in un'area parallela più corta.

L0Base di misura
L Distanza morsa/morsa
l1 Lunghezza della sezione parallela stretta/diametro interno
l2 Distanza tra le sezioni parallele larghe
l3 Lunghezza totale / diametro esterno
b2 Larghezza del provino nell'area della spalla
b1Larghezza del provino nell’area della base di misura
h Spessore provino

| Normativa | Tipo provino | Nota: | l3 mm | l1 mm | b2 mm | b1 mm | h mm | L0 mm | L mm |
|---|---|---|---|---|---|---|---|---|---|
| ISO 527-2 | 1A | Provino stampato a iniezione (forma preferita) | =170 | 80±2 | 20±0,2 | 10±0,2 | 4,0±0,2 (preferito) | 75±0,5 or 50±0,5 | 115±1 |
| ISO 527-2 | 1B | Campione pressato o lavorato meccanicamente (forma preferita) | ≥150 | 60±0,5 | 20±0,2 | 10±0,2 | 4,0±0,2 (preferito) | 50±0,5 | 115±1 |
Provini per test di invecchiamento, test di invecchiamento in ambienti controllati e atmosfera controllata.
- Per tutte le procedure di analisi dell'invecchiamento che si verificano sulla superficie del provino è utile una sezione trasversale ridotta.
- Spesso per la valutazione di questo comportamento viene utilizzata solo la resistenza massima a trazione. Di conseguenza, non è necessario l'uso di estensimetri e inoltre possono essere utilizzati provini sottili.
- La norma ISO 527 cita a questo scopo i tipi CP e CW che vengono mutuati dalla norma per le prove di trazione a impatto ISO 8256.

Dimensione provino
- La determinazione delle dimensioni del provino possono influenzare in modo incisivo i valori di stress. Quando un provino è sottoposto a un carico di trazione, l'errore di misurazione viene riflesso linearmente dal risultato di stress. Quando un provino è sottoposto a un carico di flessione, l'errore di misurazione dello spessore del provino ha un effetto quadratico.
- Oltre all'accuratezza di lettura del dispositivo di misurazione, svolgono un ruolo importante anche la dimensione e la forma dell'elemento di contatto e la pressione della superficie applicata durante la misurazione.
- Inoltre, la sezione trasversale dei provini spesso si discosta dalla forma rettangolare ideale. Si potrebbero presentare errori angolari derivanti dalla lavorazione meccanica o da segni di incavo e ridotti angoli di fresatura nei provini stampati a iniezione.
- Molte normative di prova si riferiscono alla ISO 16012 e/o alla ASTM D5947 per la definizione di requisiti e metodi delle misurazioni delle dimensioni. Talvolta, le normative di prova individuali contengono specifiche aggiuntive.
- Per esempio, per misurare la lunghezza totale di plastiche dure lunghe più di 10 mm, viene normalmente usato un calibro; dal momento che durante la misurazione la pressione della superficie non può essere controllata, l'accuratezza della misurazione è piuttosto bassa, anche se la risoluzione del calibro è alta.
- Lo spessore e la larghezza del provino sono normalmente determinati da un micrometro a vite con cricchetto. La superficie di contatto è piatta e circolare con un diametro di 6,35 mm. Il cricchetto limita la forza di misurazione a 5-15 N.
- Nei sistemi automatizzati, lo spessore e la larghezza sono determinati da un dispositivo per la misurazione della sezione trasversale. Questo dispositivo viene a contatto con il provino durante la misurazione e determina le dimensioni con quattro trasduttori di misurazione digitale.
- Per le plastiche morbide e le pellicole è imperativo che la forza di misurazione sia assolutamente rispettata. A questo proposito è necessario utilizzare uno strumento di misurazione dello spessore digitale con supporti a peso morto.
Condizioni ambientali e a condizionamento
- Per la comparabilità dei risultati di prova è di grande importanza il rispetto delle condizioni ambientali e di condizionamento in relazione a temperatura e umidità.
- Le specifiche per la durata del condizionamento si trovano solitamente all'interno delle normative per le plastiche da testare. Inoltre, i provini utilizzati per test su materiali da stampaggio devono essere tenuti in "atmosfera standard" per almeno 16 ore prima della prova.
- Per atmosfera standard si intende quella definita nella norma ISO 291 o ASTM D618.
Atmosfera temperata: 23 ± 2°C, 50 ± 10 %rh
Atmosfera sub-tropicale: 27 ± 2°C, 65 ± 10 %rh - Le tolleranze corrispondono alla classe 2. Le tolleranze sono dimezzate per la classe 1.
- La temperatura ambiente si riferisce ad un range di temperatura più ampio, tra 18 °C e 28 °C.
- È possibile, inoltre, eseguire prove ad alte o basse temperature, per le quali è possibile stabilire requisiti diversi.
Requisiti di accuratezza macchina di prova
Le macchine di prova misurano due valori fondamentali: forza ed allungamento. Nell'ambito della taratura periodica rispetto a un apparecchio di misurazione basato su standard nazionali, è stato dimostrato che questi valori misurati raggiungono il livello di precisione stabilito negli standard di prova in intervalli definiti.
Misurazione forza (ISO 7500-1, ASTM E4)
Molte normative di prova richiedono un’accuratezza dell'1% per il valore misurato. Nell’ambito ISO, questo requisito è classificato come Classe 1. Oggi quasi tutte le macchine di prova moderne raggiungono la Classe 1, o persino Classe 0.5 con tolleranze dimezzate. Diventa quindi determinante il range di misura in cui una macchina di prova soddisfa l’accuratezza di una specifica classe. Diverse macchine di prova ZwickRoell raggiungono la Classe 1 da appena 1\1000 del loro fondo scala. Ciò significa che è possibile misurare i valori del modulo e dello stress a trazione di molti materiali con la stessa configurazione di prova senza doverla modificare.
Misurazione della deformazione (ISO 9513, ASTM E83)
Insieme a un determinato errore relativo (in percentuale), le specifiche per la misura dell’allungamento includono una tolleranza di accuratezza assoluta che viene tenuta in considerazione per gli allungamenti ridotti.
In questo caso le normative ISO e ASTM si differenziano in modo significativo.
- Le tolleranze ISO si riferiscono all'estensione, mentre secondo ASTM ci si riferisce alla deformazione.
- Inoltre, i requisiti per le deformazioni più piccole sono definiti in modo più restrittivo nelle normative ISO rispetto a quanto indicato nella classe corrispondente delle ASTM.
- Questo talvolta comporta, a seconda della base di misura usata, differenze significative specialmente per le corse ridotte.
")
Considerazioni per la misurazione del modulo elastico
- Come mostrato sopra, il requisito di accuratezza per l’intervallo di deformazione all’interno del quale il modulo elastico viene calcolato, secondo la ISO Classe 1, è ±3 µm. Ciò significa che potrebbe esserci una deviazione fino a 6 µm tra le misurazioni all'inizio e alla fine dell’intervallo di valutazione del modulo. Questo potrebbe tradursi in un errore di misura altrettanto grande.
- Per risolvere questo problema, è stato aggiunto alla normativa ISO 527-1 un requisito supplementare per la misurazione del modulo di trazione. Questo requisito aggiuntivo precisa che il percorso di misurazione tra l'inizio e la fine della determinazione del modulo deve essere misurato con un’accuratezza dell'1%.

")
")
")
")