ISO 10113のプロセスとメソッド
ISO 10113の規格ではr‐値の決定に対して3つの手順と2つの試験方法を定めています。
3つの手順:自動手順では、伸び計を用いて伸びと幅の変化の両方を測定します。さらに、伸び計を用いて伸びのみを測定する半自動手順と、幅と厚さの変化の両方を測定する手動手順があります。伸びは手動で測定されます。
手動および半自動手順の場合、r値は一点法に従って決定されます。ここでは、r-値は特定の塑性伸び度(例えば、塑性伸び2%および5%における値の決定)で決定されます。
自動手順では、さらに回帰法のオプションが提供されており、これは発達過程、すなわち全ひずみ範囲をカバーします。指定されたひずみ範囲における真塑性縦ひずみと真塑性幅ひずみから得られたデータを使用して、傾きを決定します。
回帰法を使用したメソッドにより、シングルポイント法(通常、2%、5%の塑性伸びに基づいて決定される)の場合のようなスナップショットではなく、全領域にわたって平均化されるため、より信頼性の高いr‐値測定が可能となります。
ISO10113における変更点:全ゲージ長さの評価
2020年まではISO 10113のr値の決定は、金属材料が一様伸びAgまでの範囲で平行部長さ内にテーパリングを示さないという仮定に基づいていました。これに基づいて、幅は試験片の中央で部分的に決定され、この値は標点の全長に適用されるとされてきました。しかし、実際には一様伸び間でも、材料により多かれ少なかれテーパリングは発生しています。1よりも大きなr値を持つ材料において、その挙動は明らかに測定可能です。この点は多くの研究で確認されています。
より現実的な計測を行うには、材料のテーパーリングが含まれるため、r値は標点長さ全体にわたって決定される必要があります。
こういう理由から、ISO10113の規格は2020年8月に改正されました。
より再現性の高いr-値のためのISO 10113(2020-08)の変更
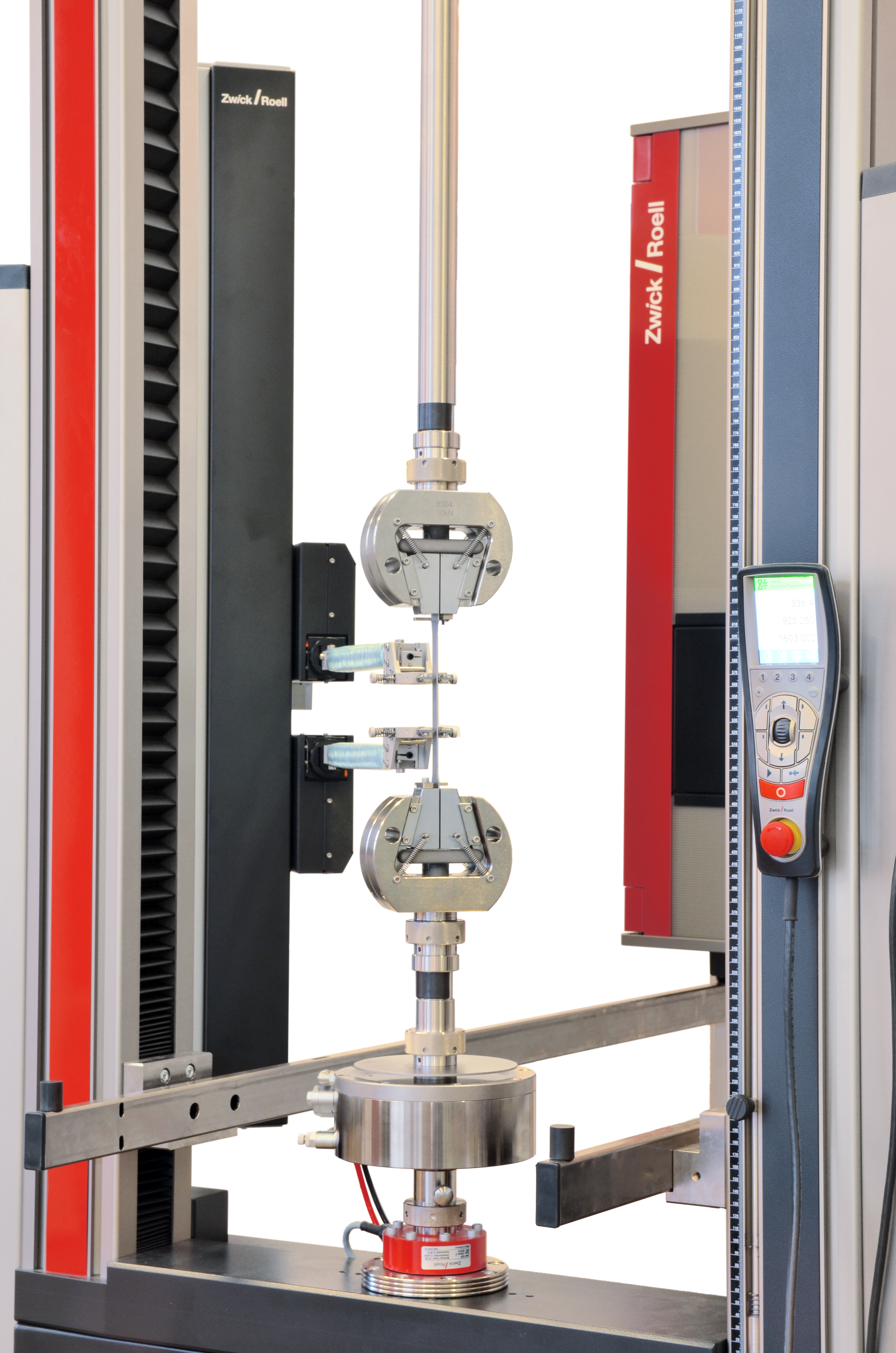
2020年版から、ISO10113(2020-08)は”標点距離全体に理想的に均等に分散された複数のポイントにおける幅の変化を瞬間的に幅減少を測定できる伸び計”の使用を推奨しています。
規格の変更に伴い、現実的な試験結果が決定され、高い再現性が達成されます。加えて、幅と伸びの測定は同じの試験片体積が用いられるためメソッドは理解し易くなりました。
ツビックローエルは特にこの規格に推奨しビデオ伸び計 T-160 Hpを提供しています 。この幅計は計測範囲全体に均等に分散された10を超える測定軸を計測します。ISO 10113に準拠した現実的な r値を測定するだけではなく、 r値試験用に特別に開発されているため非常に高精度の測定が可能となります。