Testen van dunne plaat
Dunne plaat en folie zijn de laatste stap in de productie van vlakke producten. Dunne plaat heeft een dikte tussen 0,35 en 3,0 mm, folie kleiner dan 60 µm. De zogenaamde ultra-dunne platen bevinden zich tussen de twee. De toepassingen voor deze vlakke producten zijn zeer uiteenlopend en wijd verspreid in alle sectoren. Het gamma tests op dunne plaat is daarom ook uitgebreid.
Trektests Hardheidsmetingen Vervormingstests Trektests aan hoge snelheid Automatisering Metaal brochure


Eenvoudige trektest op dun plaatmetaal
Dun plaatmateriaal moet tegelijkertijd een hoge sterkte en goede vervormbaarheid hebben. Voor de bepaling van de materiaaleigenschappen in een trektest worden meestal de internationale norm ISO 6892-1 en de Amerikaanse norm ASTM E8 gebruikt.
Het testen van dun plaatmetaal volgens ISO 6892 en ASTM E8 was nog nooit zo makkelijk.
Onze testsystemen zijn ontworpen voor hoge aantallen samples en betrouwbare testresultaten. Uw samples worden stevig geklemd zonder klembreuk, en tests kunnen snel en betrouwbaar herhaald worden dankzij de makkelijk reproduceerbare initiële meetlengte.
Heeft u meerder operatoren die tests uitvoeren? Geen probleem! Met snelle stapsgewijze instructies ondersteunt onze testXpert testsoftware de gebruiker bij het instellen, bij het testen en bij de evaluatie van de testresultaten. Zo worden precieze en herhaalbare testresultaten kinderspel.
Uw grootste voordelen:
- Alle systeemconfiguratieparameters worden automatisch geladen via onze standaard testprogramma’s
- Meting van de sectie gebeurt snel en zonder fouten
- Gegevens worden automatisch doorgestuurd naar onze testXpert testsoftware en dit 100% normconform
- Navigatie in de software is makkelijk en bespaart tijd en geld


Trektests op dunne metalen platen met r- en n-waardebepaling
Dun plaatmateriaal moet tegelijkertijd een hoge sterkte en goede vervormbaarheid hebben. Voor de bepaling van de materiaaleigenschappen in een trektest worden meestal de internationale norm ISO 6892-1 en de Amerikaanse norm ASTM E8 gebruikt.
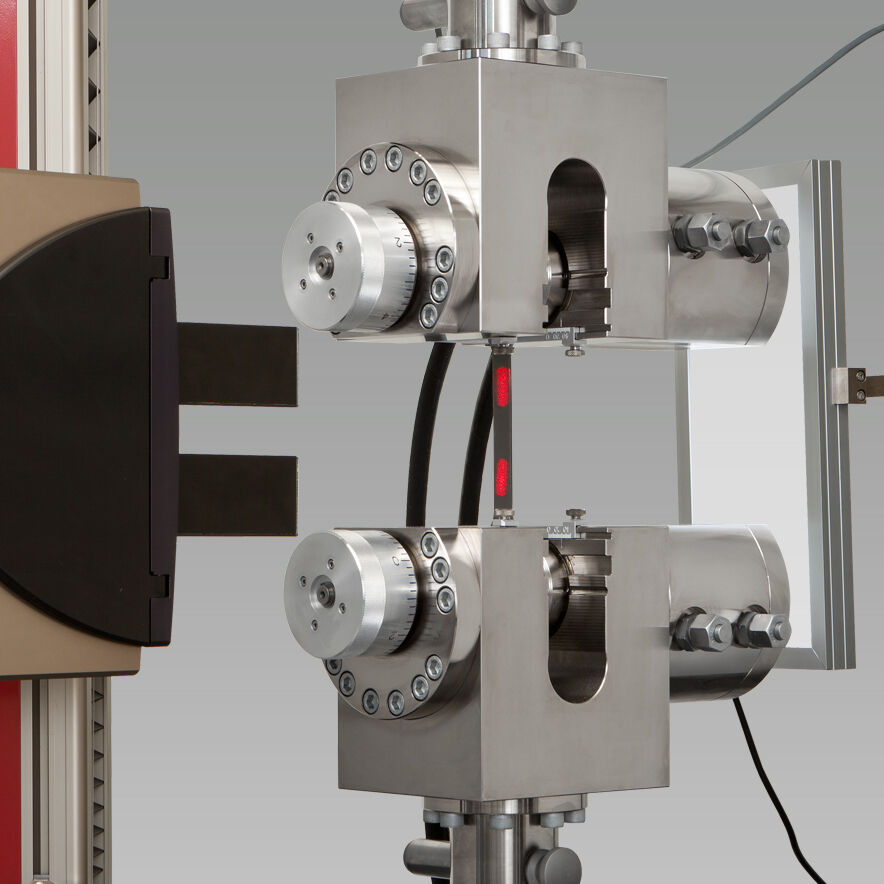
In de trektest worden vaak de r- en n-waarden bepaald om een idee te krijgen van de vervormbaarheid; de n-waarde beschrijft de versteviging (stijging van de spanning) tijdens de plastische vervorming tot aan de uniforme rek. De r-waarde beschrijft de loodrechte anisotropie. De n-waarde wordt bepaald uit de trekspanning en de rekwaarden, voor de r-waarde is het nodig bijkomend de insnoering van de trekstaaf te meten tijdens de test. De r-waarde wordt volgens de internationale norm ISO 10113 en de Amerikaanse norm ASTM E517 gemeten, de n-waarde volgens ISO 10275 en ASTM E646.
De samples worden uit de platen gesneden onder bepaalde hoeken ten opzichte van de walsrichting, aangezien de r-waarde hiervan afhankelijk is. De parallelle lengte wordt door frezen of ponsen bereikt gevolgd door nabewerking. Bij folie worden normaal gezien strips gesneden, maar soms wordt ook geponst. De samplevorm wordt gekozen in functie van de hierboven vermelde normen.


Testoplossingen voor trektests op dunne plaat
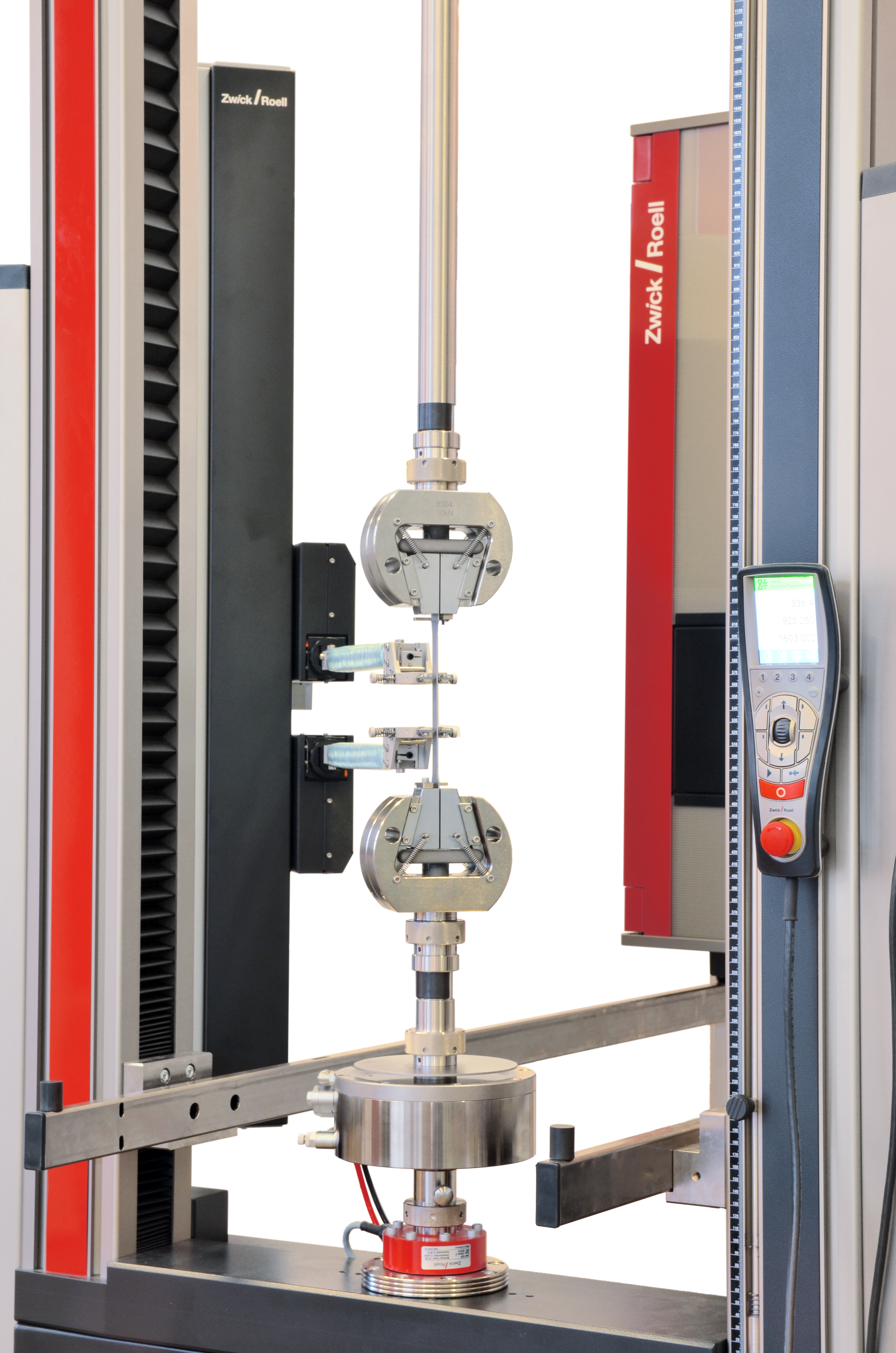
ZwickRoell levert verschillende machines en toestellen voor de productie van samples uit metaalplaat met verschillende dikten. Voor de bepaling van karakteristieke waarden tijdens trektests, levert ZwickRoell een breed gamma statische materiaaltestmachines. ZwickRoell heeft een omvangrijk gamma langs- en dwarsrekmeters waaruit de optimale combinatie gekozen kan worden in functie van de klant en de randvoorwaarden, bv. een laser voor vormstabiele metaal platen.









Hardheidsmetingen op dunne metalen platen
Hardheidsmetingen worden vooral uitgevoerd op dunne plaat en gecoate plaat om de oppervlaktehardheid te meten van het materiaal en de coating. De hardheid wordt hier overwegend uitgevoerd in het kader van kwaliteitscontrole op de wals- en coatingprocessen. Aangezien het gewoonlijk gaat om lagen met een dikte van slechts enkele micrometer tot enkele tientallen micrometer, worden vooral hardheidsmethoden met kleine indringdiepten gebruikt.
Deze kleine indrukkingen kunnen met kleine belastingen via de klassieke hardheidsschalen gemeten worden, volgens Vickers (DIN EN ISO 6507-1), Rockwell (DIN EN ISO 6508-1), en in het bijzonder oppervlakte-Rockwell schalen of Brinell (DIN EN ISO 6506-1). Voor dunne lagen wordt meer en meer gemeten volgens Martens. Deze hardheidsmethode wordt omwille van de precieze meting van de kracht/indringdiepte-curve ook geïnstrumenteerde hardheidsmeting genoemd, internationaal afgekort tot IIT. De indringdiepte van een blijvende indrukking mag hier niet groter zijn dan 10 % van de beschikbare materiaal- of laagdikte, anders is de invloed van de ondersteuning of het substraat niet meer verwaarloosbaar. De geïnstrumenteerde hardheidsmeting heeft het voordeel dat zelfs kleine indrukkingen of indringdiepten nog met hoge nauwkeurigheid gemeten kunnen worden, waardoor hardheden zeker en reproduceerbaar bepaald kunnen worden.
Dunne plaat wordt vaak versneden in kleinere stukken en samengelast met andere materiaalsoorten (tailored blanks), bv. met rollernaadlassen (DIN EN ISO 4063). De kwaliteit van deze lasnaden wordt eveneens met hardheidsmetingen gecontroleerd. Hierbij worden gewoonlijk microhardheidsmethodes volgens Vickers of Knoop gebruikt, maar ook Martens (DIN EN ISO 6507-1, DIN EN ISO 4545-1, DIN EN ISO 14577-1) metingen op dwarssneden, aan de oppervlakte of in de omgeving van de lasnaad. Met toestellen voor deze test, kunnen de posities voor enkelvoudige metingen of series metingen zeer precies vastgelegd worden.





Vervormingstests op dunne plaat
Voor dun plaatmateriaal zijn goede vervormingseigenschappen vaak zeer belangrijk. Typische vervormingsprocessen zoals dieptrekken en walsen worden met genormeerde tests nagebootst. ZwickRoell BUP plaatwerktestmachines controleren deze eigenschappen. ZwickRoell bouwt hiervoor machines tot 1.000 kN dieptrekkracht.
Een belangrijke maar complexe test is de bepaling van de grensvervormbaarheidscurve, waaruit constructeurs grensrekken kunnen afleiden die in de vervormingsprocessen niet overschreden mogen worden. ZwickRoell werkt samen gekwalificeerd partners voor de nodige optische meettechnologie om de rekken tijdens het vervormingsproces te meten.



Draw bead test op metaal volgens VDA 230/201
Deze test heeft als doel de wrijvingscoëfficiënten tussen staalplaat en dieptrekwerktuig te bepalen, om zo het ideale smeermiddel voor deze vervorming te vinden. Zo worden scheuren en plooien vermeden voor een optimaal dieptrekproces. Het draw-bead werktuig kan eenvoudig in een standaard testmachine geplaatst worden.
Voor deze test wordt een strook met typische afmetingen (300 mm x 30 mm x 2 mm) axiaal in de bovenste klem gespannen, waarna het dieptrekwerktuig gesloten wordt. Vervolgens wordt de strip door het draw-bead werktuig getrokken. Dit proces kan automatisch herhaald worden, het aantal herhalingen is instelbaar. De digitaal geregelde klemkracht van het draw-bead werktuig garandeert nauwkeurige en herhaalbare meetwaarden. De stempels van het werktuig kunnen snel gewisseld worden om volgens verschillende specificaties te testen.


Hogesnelheids trektests op dunne metaalplaat
Voor toepassingen in de automobielindustrie is het materiaalgedrag bij hoge reksnelheden cruciaal. Bij een ongeval worden hoge vervormingssnelheden bereikt in het materiaal, waar bij het ontwerp van het voertuig rekening mee moet gehouden worden. Bij ZwickRoell worden de nodige materiaaleigenschappen bepaald tijdens hogesnelheid trektests met behulp van hogesnelheidstestmachines uit de HTM serie. Deze servohydraulische testmachines bereiken ter hoogte van het sample vervormingssnelheden tot 20 m/s bij krachten tot 160 kN.








