ISO 148-1: Udarnościowa próba zginania z karbem metalu według Charpy
Norma ISO 148-1 opisuje udarnościową próbę zginania z karbem metalu według Charpy (karb w kształcie litery U i karb w kształcie litery V) w celu określenia udarności. Udarność materiałów jest ważnym parametrem w zastosowaniach przy budowie rurociągów i przemyśle stoczniowym.
Procedura badawcza jest również opisana i określona w ASTM E23 . Norma ISO jest jednocześnie normą europejską (EN ISO 148-1).
Cel Przeprowadzenie Wymiary próby Badania w temperaturze Automatyzacja Systemy badawcze

Cel udarnościowej próby zginania z karbem
Celem udarnościowej próby zginania z karbem zgodnie z ISO 148-1 jest określenie energii udaru i określenie udarności metalu. Badanie pozwala stwierdzić, czy metal jest twardy czy kruchy.
Ponadto w zależności od temperatury można określić przejście ciągliwe/kruche.
Udarność jest parametrem materiałowym. Metale o dużej udarności mogą pochłaniać energię wstrząsów i uderzeń bez pękania. Ten rodzaj badania jest często stosowany w przypadku stali do produkcji rur, a także podczas sprawdzania rur.

W jaki sposób przeprowadza się udarnościową próbę zginania z karbem zgodnie z normą ISO 148-1?
W udarnościowej próbie zginania z karbem (Charpy) zgodnie z ISO 148-1 metalowa próbka z karbem z pomocą młota do badania udarności zostaje uderzona. Do badania próbkę metalu umieszcza się pośrodku podpór młota do badania udarności . Karb znajduje się dokładnie naprzeciwko punktu, w którym wahadło uderza w próbkę. Podczas tej próby udarności określa się zużytą energię uderzenia.
Ponieważ energia udaru metali często zależy od temperatury, w przypadku badań udarności z karbem w temperaturze pokojowej zaleca się temperaturę badania wynoszącą 23 °C. W standardowych warunkach dopuszczalne są odmienne temperatury badawcze. Próby zginania udarowego z karbem często przeprowadza się w niskich temperaturach. Temperatury wynoszą zwykle od minus 20°C do minus 40°C.
Wymiary próby zgodnie z ISO 148-1
W normie ISO 148-1 są określone wymiary tzw. próbki normalnej:
- Długość: 55 mm
- Szerokość (oznaczenie w ISO 148 serii sprzed 2016 „Wysokość“): 10 mm
- Grubość (oznaczenie w ISO 148 serii sprzed 2016 „Szerokość“): 10 mm
Jeżeli badany materiał nie pozwala na wytworzenie normalnej próbki, próbka może mieć również grubość 7,5 mm, 5,0 mm lub 2,5 mm. Próbki te nazywane są próbkami niewymiarowymi.
Karb musi znajdować się pośrodku długości, jak w przypadku litery V lub U.

Udarnościowa próba zginania z karbem w temperaturze
Jeżeli udarnościową próbę zginania z karbem przeprowadza się w temperaturze badania różniącej się od temperatury pokojowej, pomiędzy wyjęciem próbki z pojemnika do kontroli temperatury a uderzeniem wahadła w próbkę nie może upłynąć więcej niż 5 sekund . Ponadto należy zachować ostrożność, aby temperatura próbki nie uległa zmianie podczas transportu do młota do badania udarności . Norma zaleca do tego celu szczypce samocentrujące o określonej temperaturze. W przypadku większych partii próbek można zastosować zautomatyzowany system badawczy do transportu i automatycznego badania próbek.
Zautomatyzowana udarnościowa próba zginania z karbem
Udarnościowa próba zginania z karbem wg Charpy może być przeprowadzana również w sposób automatyczny. Zautomatyzowane rozwiązanie ma tę zaletę, że wyklucza wpływy użytkownika, takie jak temperatura lub wilgotność dłoni, niecentryczne lub nachylone wkładanie, zapewniając w ten sposób wysoki poziom powtarzalności wyników badania. Automatyczne ustawienie próbek na podporach i uruchomienie badania przez system badawczy również zapewniają wiarygodne i porównywalne wyniki.
Zautomatyzowany system badawczy roboTest I wspomaga użytkownika przy przeprowadzaniu udarnościowej próby zginania z karbem zgodnie z ISO 148-1 lub ASTM E 23. System umożliwia automatyczne badanie do 450 próbek metali z karbem w zakresie temperatur od -180°C do +300°C. Solidny i izolowany korpus urządzenia kontrolującego temperaturę zapewnia jednorodną i precyzyjną temperaturę próbki.
Po upływie wymaganego czasu temperowania próbki pierwsza próbka jest przesuwana z jednostki temperaturowej do pozycji badawczej, gdzie jest automatycznie wyrównywana i uderzana. Badanie przeprowadza się w ciągu 5 sekund od wyjęcia próbki z magazynu z urządzenia kontroli temperatury.
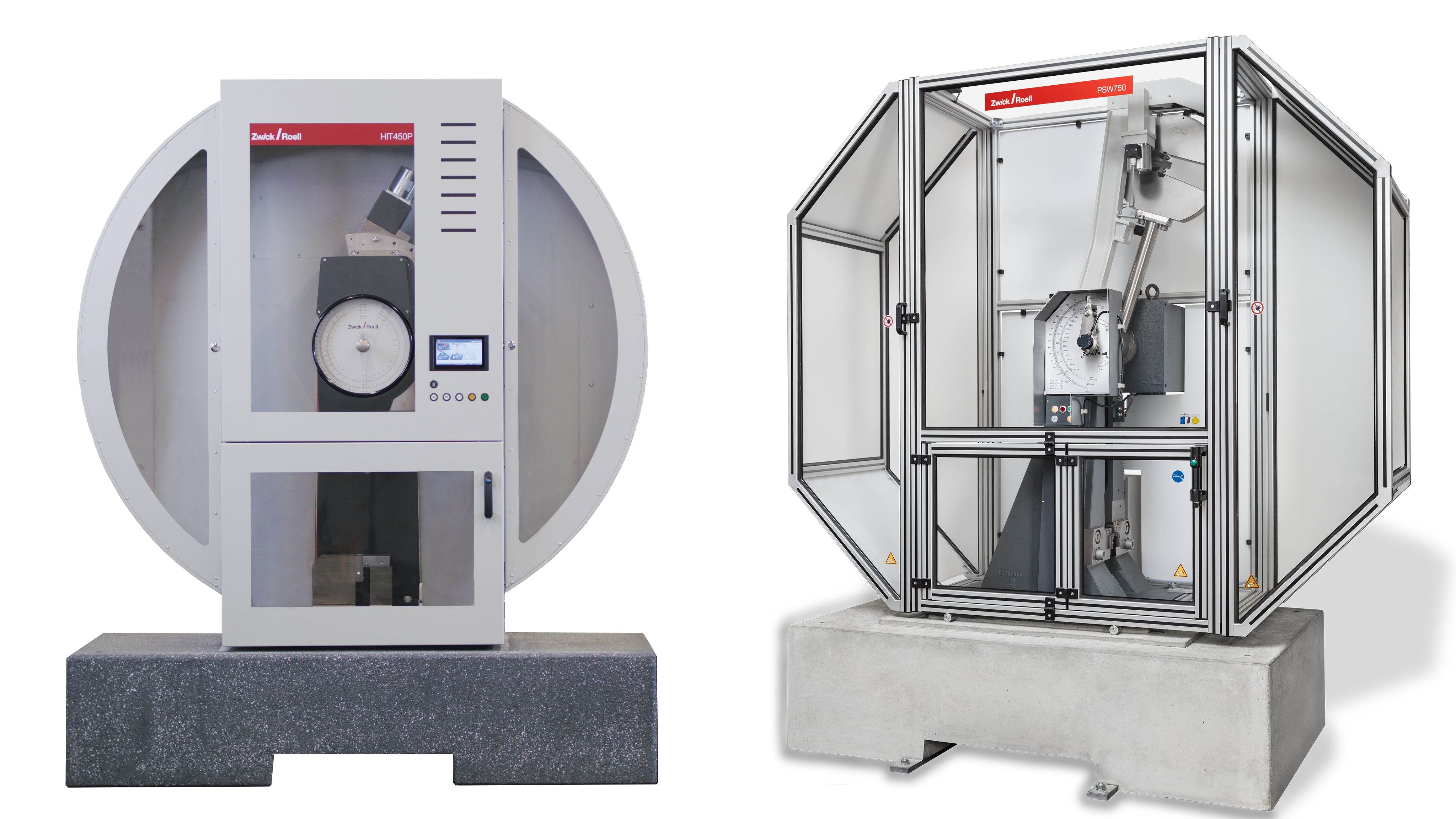
Wprowadzanie danych i sterowanie odbywa się za pośrednictwem zautomatyzowanego oprogramowania autoEdition3stosowanego we wszystkich systemach badawczych robotów.