ISO 6892-1 Ensaio de tração em metal a temperatura ambiente
A norma DIN EN ISO 6892-1 para o ensaio de tração em metais padroniza o ensaio de tração em metais ou aço a temperatura ambiente e define os valores característicos mecânicos.
Objetivo & Áreas de aplicação ISO 6892 por faixa de temperatura Valores característicos Vídeo / Execução do ensaio Medição da força/medição de extensão Velocidade de ensaio Regulagem da taxa de deformação Software de ensaio Sistemas de ensaio

Objetivo e áreas de aplicação da norma ISO 6892-1
O ensaio de tração é mundialmente o ensaio mecânico-tecnológico mais importante e mais frequente que determina para as aplicações de metais os valores característicos de resistência e deformação os quais são de importância decisiva para o projeto e a construção de componentes, objetos de uso, máquinas, veículos e edificações.
A tarefa de ensaio é determinar os valores característicos do material de forma segura e reprodutível e alcançar a comparabilidade internacional.
O ensaio de tração de um eixo (uniaxial) é o método para determinar os valores característicos para limite de escoamento ou limite de elasticidade, resistência à tração e deformação de ruptura. Adicionalmente são determinados o limite de escoamento inferior, a deformação do limite de escoamento e deformações sob força máxima.
Ensaio de tração em metal ISO 6892 - distinção por faixa de temperatura
No ensaio de tração em metal distinguem-se na normalização quatro faixas de temperatura nas quais os ensaios de tração são executados: a temperatura ambiente, a temperatura elevada, a temperatura baixa e a temperatura de hélio líquido. As diferentes faixas de temperatura e o agente de hélio líquido trazem requisitos totalmente diferentes quanto aos sistemas de ensaio e ao método de ensaio, inclusive às amostras a serem preparadas. Por esse motivo a norma internacional ISO é constituída por quatro partes diferentes as quais se referem às faixas de temperatura acima indicadas, respectivamente:
- ISO 6892-1 Método de ensaio a temperatura ambiente
- Método de ensaio em temperatura elevada
- ISO 6892-3 Método de ensaio a temperaturas baixas
- ISO 6892-4 Método de ensaio em hélio líquido
Além destas normas ISO internacionalmente válidas também são aplicadas internacionalmente normas nacionais com a norma americana ASTM, a europeia EN, a japonesa JIS e a chinesa GB/T. Para campos de aplicação especiais, por ex. a indústria aeroespacial, outras normas específicas podem ser importantes e/ou necessárias.
DIN EN ISO 6892-1: Características importantes
Para o ensaio de tração em metal e/ou materiais metálicos são tomadas como base principalmente as normas DIN EN ISO 6892-1 e a ASTM E8. As duas normas definem as formas de amostras e seu ensaio. O objetivo das normas é descrever e definir o método de ensaio de modo que mesmo com a utilização de diferentes sistemas de ensaio os valores característicos a serem determinados continuam comparáveis e corretos. Isso também significa que os requisitos normativos abordam fatores de influência importantes e formulam reivindicações de forma geral de modo que permanece espaço de folga suficiente para realizações técnicas e inovações.
Importantes valores característicos do ensaio de tração em metal conforme ISO 6892-1 são:
- O limite de escoamento; de forma mais precisa, os limites de escoamento superior e inferior (ReH e ReL)
- O limite de elasticidade; geralmente determinado com 0,2 % de deformação plástica como “limite de escoamento substituto“ (Rp0.2)
- A deformação do limite de escoamento; de forma mais precisa, a deformação de extensômetro do limite de escoamento, uma vez que ela somente pode ser determinada com o auxílio de um extensômetro (Ae)
- A resistência à tração (Rm)
- O alongamento uniforme (Ag)
- A deformação de ruptura (A), sendo que as definições normativas em relação ao comprimento de medição são de importância decisiva

A resistência à tração com diferente solidificação do material
Para materiais metálicos com limite de escoamento característico a resistência à tração (força de tração máxima) é definida como força máxima alcançada após o limite de escoamento superior. A força de tração máxima após exceder o limite de escoamento pode estar no caso de materiais de solidificação fraca também abaixo do limite de escoamento, ou seja, a resistência à tração nesse caso é inferior ao valor para o limite superior de escoamento.
Na figura à o diagrama tensão-deformação representa uma curva de alta solidificação (1) e com solidificação muito baixa (2) após o limite de escoamento.
Por outro lado, para metal com ponto de escoamento e subsequente queda de tensão a resistência à tração corresponde à tensão no ponto de escoamento.
 e com solidificação muito baixa (2) após o limite de escoamento")
Limite de escoamento (ReH e ReL), limite de elasticidade (Rp e Rt) e resistência à tração (Rm)
Para a determinação do limite de escoamento e a resistência à tração somente é necessária a medição de força exata, enquanto para todas as demais características é necessária a medição de deformação (automática) com um extensômetro durante o ensaio ou uma medição de deformação manual após a retirada da amostra / restos da amostra.
Deformação de ruptura A ou At
A deformação na ruptura A ou At é uma medida para a ductilidade, ou seja, para a fluidez ou conformabilidade de um material.
Algoritmos modernos que analisam a curva tensão-deformação automaticamente permitem a definição segura do ponto de ruptura e a determinação exata da deformação de ruptura. O local de ruptura ao longo da amostra, ou de forma mais precisa do comprimento paralelo da amostra, também é de importância para a determinação segura e exata da deformação de ruptura. Quando a ruptura ou a falha está fora do comprimento de medição de extensômetros de contato, a deformação plástica não pode ser determinada corretamente durante o estreitamento e a ocorrência da falha. Algoritmos de avaliação modernos fazem uma estimativa do local da falha e/ou da ruptura em relação aos pontos de medição do extensômetro e identificam um valor característico de deformação de ruptura não seguro.
Com extensômetros óticos sem contato os quais captam todo o comprimento paralelo da amostra é possível determinar a posição da ruptura ou da falha. Quando o local da ruptura está fora do comprimento de medição original, a determinação da deformação da ruptura pode ser feita mesmo assim em conformidade com a norma ISO 6892-1:2017 Anexo I quando marcações de medição em número correspondente foram consideradas e medidas durante o ensaio. O laserXtens Array e também o videoXtens Array podem resolver esta tarefa de forma opcional. Dessa forma as deformações de ruptura são automaticamente seguras e determináveis com precisão em 100% das amostras.
A JIS Z 2241 prevê a realização de uma classificação da posição de ruptura. Isso é normalmente feito de forma manual por meio de inspeção visual ou também por meio de medição separada sem contato. Ambos os métodos são trabalhosos quanto aos recursos humanos e ao tempo necessário. Com os extensômetros longitudinais e extensômetros transversais óticos modernos sem contato, essa tarefa pode ser automaticamente resolvida durante o ensaio de tração: a indicação da classe (dependendo da posição da ruptura A, B ou C) fará então parte dos resultados determinados e protocoláveis.
Vídeos: Execução do ensaio de ensaio de tração em metal ISO 6892-1
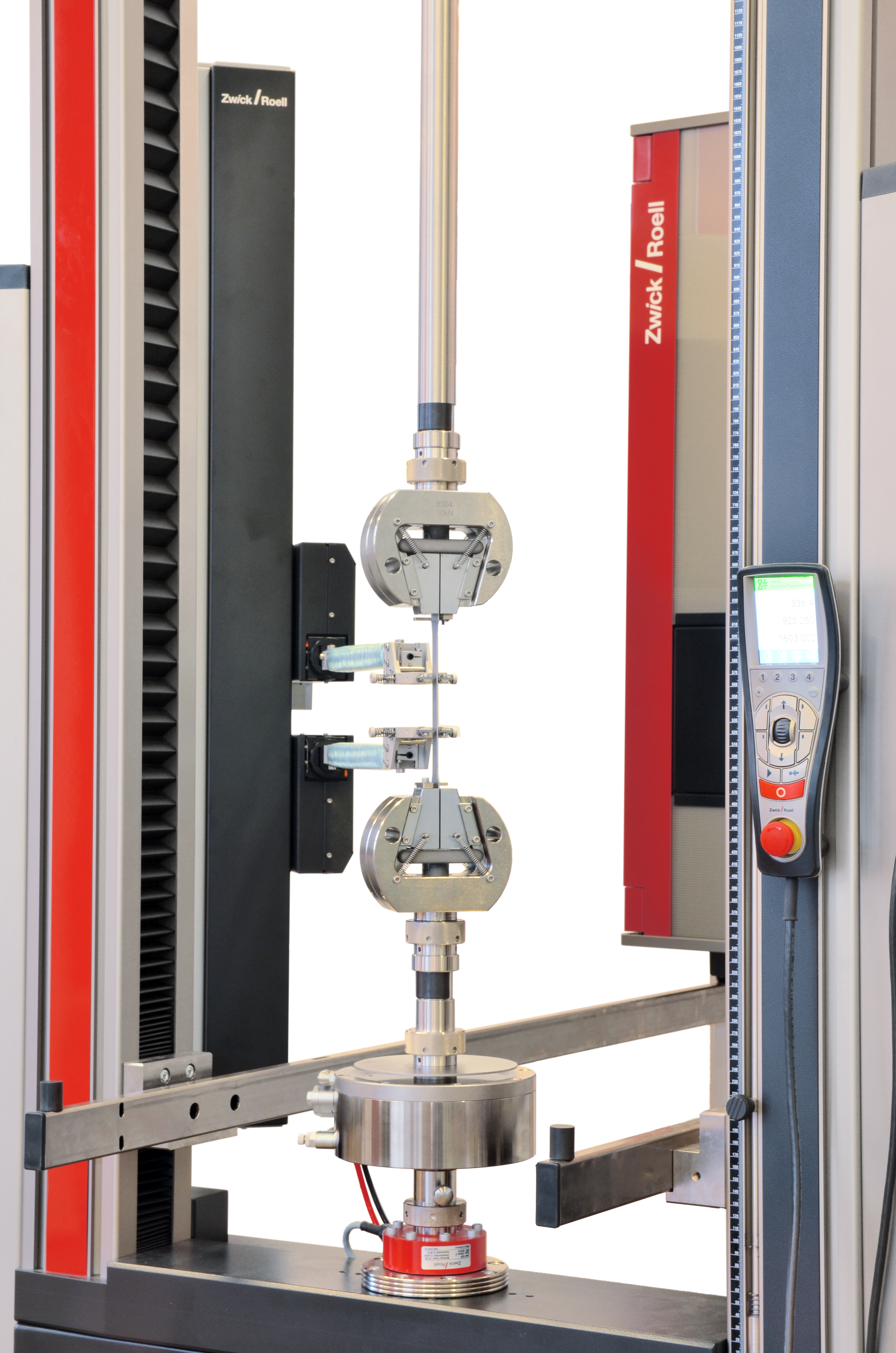
Execução do ensaio de tração conforme a norma ISO 6892-1 Método A1 e A2 com máquina para ensaios de tração e makroXtens extensômetro


Requisitos quanto ao ensaio / equipamentos de ensaio
Na apuração dos valores característicos definidos na ISO 6892-1 a medição de força precisa e a medição da extensão da amostra sob o impacto da força (medição de deformação) são de suma importância. Igualmente importante é a velocidade de ensaio definida na norma em dois métodos diferentes. Nisso se distinguem o Método B (via aumento da tensão) e o Método A (via taxa de deformação). Método A - e aqui o Método A1 com regulagem automática da velocidade de deformação com utilização do sinal do extensômetro (malha fechada "closed loop") é o método mais simples e mais exato. Os equipamentos de ensaio da ZwickRoell foram especialmente projetados para este fim.
Requisito quanto à medição de força e medição da alteração no comprimento
Portanto, os requisitos principais e inequivocamente descríveis se referem também à medição de força e à medição da alteração no comprimento da amostra sob a influência da força.
- Para a medição de força a série ISO 6892 se refere ao ensaio e calibração ISO 7500-1 do sistema de medição de força de máquinas para ensaio de tração e de compressão e exige no mínimo a Classe 1.
- Para a medição da alteração no comprimento a série ISO 6892 Serie se refere à calibração ISO 9513 de sistemas de medição de alteração no comprimento para o ensaio de carga uniaxial e exige para a determinação dos limites de elasticidade no mínimo a Classe 1; para a medição de outras características (com deformações superiores a 5%) a Classe 2 pode ser utilizada.
Nas normas para a medição de força e a medição de extensão são descritos os processos de calibração, mas principalmente também os resultados e as definições das classificações. Essas últimas são de importância decisiva para a aplicação na prática de ensaios. Por meio da classificação é possível deduzir para o sistema de medição calibrado as divergências máximas permitidas e as resoluções as quais devem ser utilizadas para a determinação da incerteza de medição do sistema de medição.
- A ASTM E8 se refere à medição de força à norma ASTM E4,
- para a medição de extensão à norma ASTM E 83.
- É certo que as normas internacionalmente aplicadas são às vezes diferentes quanto à estrutura de seu conteúdo, mas em suas definições e requisitos elas são compatíveis entre si de modo que as características relevantes do ensaio de tração não apresentam divergências significativas entre si.
Uma exceção a ser observada é a avaliação e, portanto, a classificação das pinças ou extensômetros. Enquanto a ISO 9513 se refere em caso de divergência ao valor definido a ser alcançado, a ASTM E83 considera adicionalmente também a relação com o comprimento de medição inicial. Um extensômetro previsto para pequenos comprimentos de medição iniciais deve atender a requisitos de tecnologia de medição maiores do que o para comprimentos de medição iniciais maiores.
Valores característicos para os quais no mínimo é necessária a utilização de um extensômetro da Classe 1 conforme ISOv 9513 no ensaio de tração em metal são:
- Aumento inicial da curva tensão-deformação mE
- Limites de elasticidade Rp e Rt
Valores característicos para os quais no mínimo é necessária a utilização de um extensômetro da Classe 2 conforme ISOv 9513 no ensaio de tração em metal são:
- Deformação do limite de escoamento Ae
- Deformações de medida uniforme Ag e Agt assim como
- Área de platô e ao redor da resistência à tração Rm e/ou da força de tração máxima Fm
- Deformações na ruptura A e At
Influência da velocidade de ensaio sobre os limites de escoamento (ReH e ReL) e limites de elasticidade (Rp e Rt)
Para a correta determinação de limites de escoamento (ReH e ReL) e limites de elasticidade (Rp e Rt) são decisivas além da força e medição de deformação exatas também as velocidades de ensaio : A norma distingue entre dois métodos para o ajuste da velocidade de ensaio: No método B a regulagem é feita por meio do aumento da tensão, e no método A por meio da taxa de deformação. O método A, no qual a taxa de deformação ou a velocidade de deformação são consideradas, é recomendado pelos seguintes motivos:
- Materiais metálicos mudam seus valores característicos quando as taxas de deformação ou as velocidades de deformação nas quais os ensaios são realizados sofrem modificações.
- Normalmente taxas de deformação ou velocidades de deformação maiores resultam em valores maiores para as resistências.
- Dependendo da liga e da qualidade do produto do material metálico a dependência da taxa de deformação ou da velocidade de deformação pode ser muito clara, ou seja, fora dos limites de especificação para qualidades correspondentes.
| Velocidades de ensaio na ISO 6892-1 |
|---|
| Método A1: Regulagem da velocidade de deformação com malha fechada “closed loop” | Método A2: Regulagem da velocidade de deformação com malha aberta "open loop" | Método B Velocidade de tensão |
| Não há necessidade de pré-ensaio/ajuste (controlador adaptador) | Pré-ensaio & ajuste necessários (determinação da rigidez do sistema de ensaio e da amostra) | Pré-ensaio & ajuste necessários (determinação da rigidez do sistema de ensaio e da amostra) |
A regulagem da taxa de deformação “closed loop“ é o método mais simples e mais exato
A regulagem da taxa de deformação melhora a confiabilidade do resultado na determinação de limites de escoamento e limites de elasticidade. Para tal a norma ISO 6892-1 fornece dois métodos para a implementação da regulagem via taxa de deformação:
- Método A1, a regulagem automática da velocidade de deformação com utilização do sinal do extensômetro (malha fechada, "closed loop")
- Método A2, o ajuste manual por meio de indicação da velocidade da travessa na qual então a taxa de deformação correta na determinação do valor característico será alcançada (malha de controle aberta, "open loop").
O primeiro método aproveita as possibilidades técnicas modernas de reguladores de acionamento para manter a velocidade da travessa automaticamente na faixa de tolerância indicada pela normalização para a taxa de deformação. Este método pressupõe um sistema de ensaio conciliado quanto à tecnologia de regulagem, mas simplifica significativamente a operação de ensaio e elimina erros de ajuste da velocidade da travessa. Portanto esse método de regulagem é recomendado.

Em testXpert a velocidade de deformação é rastreável em qualquer momento. A linha vermelha (1) indica a faixa de tolerância da norma ISO 6892-1 (20% da velocidade ajustada). A linha verde tracejada indica a faixa de tolerância mais estreita de 5%, a qual nos sistemas de ensaio da ZwickRoell é referência, para ficar no lado seguro mesmo em caso de eventos imprevistos.
Uma boa regulagem da taxa de deformação é caracterizada por (2) pequenas oscilações iniciais e (3) pela regulagem da velocidade estável. O pré-requisito para tal é um regulador adaptador.
Como é feita a regulagem da taxa de deformação “closed loop“ no sistema de ensaio?
Para o ajuste preciso da taxa de deformação a eletrônica testControll II faz a regulagem da velocidade da máquina para ensaios de materiais diretamente por meio dos valores de medição do extensômetro. Os parâmetros para o controle da máquina para ensaios de materiais são calculados automaticamente e adaptados em tempo real. Este método é chamado “closed loop“ com regulagem adaptadora e é executado nas máquinas para ensaios de materiais ZwickRoell com 1kHz. Dessa forma os requisitos da norma quanto à observância da taxa de deformação são atendidos de forma confiável.
Todo o processo é automático e sem complicações, o operador economiza muito tempo e obtém resultados confiáveis com pouca dispersão.


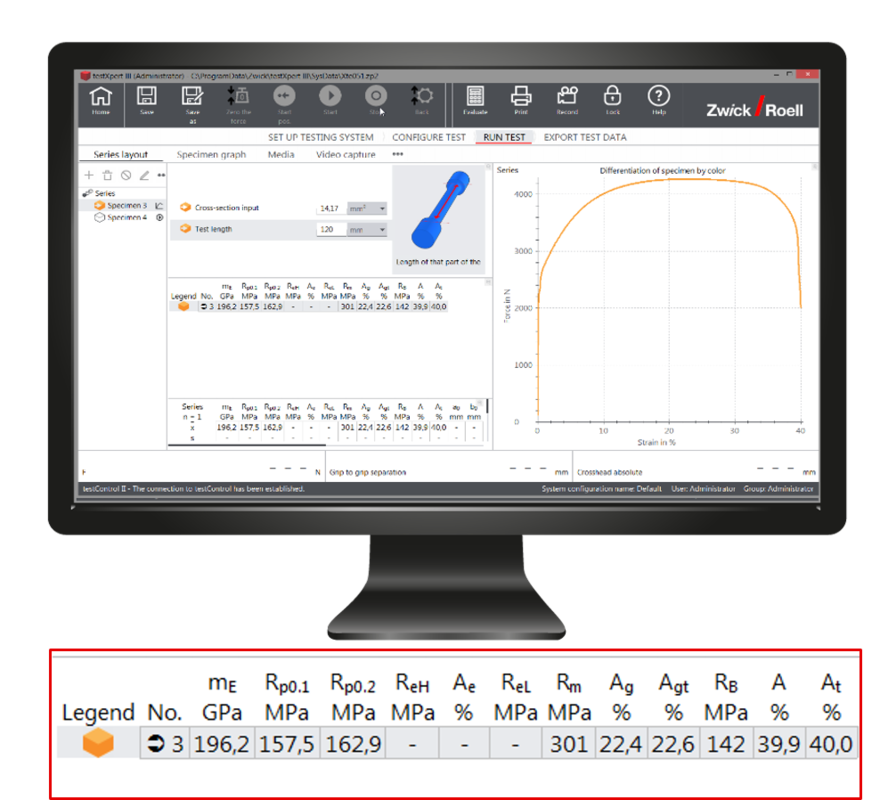
Ensaie conforme ISO 6892-1 de forma eficientes e confiáveis com o software de ensaios testXpert
Com o testXpert, você aumentará a eficiência para ensaios conforme ISO 6892-1. E o testXpert fornece resultados confiáveis, a base para decisões confiáveis.
- Independente do método escolhido, todos os procedimento de ensaio já inclui todas as especificações da ISO 6892-1, 100% em conformidade com a norma. Em um layout preparado, é possível visualizar a taxa de deformação real obtida dentro das tolerâncias especificadas pela norma.
- Você pode dispensar os pré-ensaios e cálculos manuais para a taxa de deformação conforme ISO 6892-1. O testXpert assume o ajuste automático de todos os parâmetros de controle. As posições-alvo e os valores de deformação são alcançados com exatidão. As alterações nas propriedades da amostra são compensadas online.
- O testXpert garante resultados de ensaio repetíveis por meio de condições de ensaio exatamente idênticas através da configuração pré-definida da máquina.
- Para resultados de ensaio reprodutíveis, a influência do operador é reduzida a um mínimo, por exemplo, por meio do gerenciamento de usuários.
testXpert procedimento de ensaio padrão para ISO 6892-1

TENSTAND Validação do software
Resultados de ensaio 100% confiáveis com validação conforme ISO 6892-1 / TENSTAND
Os resultados de ensaio determinados pelo software de ensaio conforme a norma ISO 6892-1 podem ser verificados e validados com um bloco de dados internacionalmente conciliado e com resultados de ensaio internacionalmente conciliados. Em um Projeto Europeu com a designação "TENSTAND" foram gerados e qualificados dados brutos de ensaios de tração em metais. Desses dados foram determinados resultados de ensaio e corredores de resultado e também qualificados. Com esses blocos de dados "TENSTAND" e blocos de resultados, o software de ensaios pode ser verificado de forma rápida e confiável por meio de conferência dos resultados. O "National Physical Laboratory" (NPL) em Londres disponibiliza os referidos blocos de dados e blocos de resultados.
- O Laboratório Físico Nacional (NPL) é a instituição que corresponde ao Instituto Federal Físico-Técnico na Alemanha (PTB). Ele define os padrões nacionais vigentes no segmento de Física e/ou Tecnologia.
- Suas funções são a determinação de constantes fundamentais e constantes naturais, a representação, preservação e divulgação das unidades legais do Sistema Internacional de unidades (SI), suplementadas pela prestação de serviços como por ex. serviço de calibração t UKAS (United Kingdom Accreditation Service) para o setor regulamentado pela Lei.
Resultados de ensaio reproduzíveis confiavelmente com TENSTAND e testXpert
Verifique seus resultados de ensaio com a validação de software TENSTAND
- Carregar ASCII blocos de dados brutos "TENSTAND" do NPL nosoftware de ensaios testXpert III
- Determinar os resultados de ensaio resultantes desses blocos de dados brutos com testXpert
- Comparar os resultados próprios com os resultados "TENSTAND"