ISO 6892-1 Metalin oda sıcaklığında çekme testi
Metaller üzerindeki çekme testleri için DIN EN ISO 6892-1 standardı, oda sıcaklığında metal veya çelik üzerindeki çekme testlerini standardize eder ve mekanik parametreleri tanımlar.
Amaç ve uygulama alanları Sıcaklık aralığına göre ISO 6892 Özellikler Video / Test yürütme Kuvvet/uzama ölçümü Test hızı Gerinim hızı kontrolü Test yazılımı Test sistemi

ISO 6892-1'in amacı ve uygulama alanları
Çekme testi, bileşenlerin, günlük nesnelerin, cihazların, araçların ve yapıların tasarımı ve yapımı için belirleyici öneme sahip olan metallerin uygulamaları için mukavemet ve uzama parametrelerini belirleyen, dünya çapında en önemli ve en sık kullanılan mekanik-teknolojik testtir.
Test görevi, malzeme parametrelerini güvenilir ve tekrarlanabilir bir şekilde belirlemek ve uluslararası karşılaştırılabilirliği sağlamaktır.
Tek eksenli çekme testi, akma noktası veya dayanım gerilmesi, gerilme mukavemeti ve kopmada uzama için karakteristik değerleri belirleme yöntemidir. Ek olarak, daha düşük akma noktası, akma noktası uzaması ve maksimum kuvvette uzama belirlenir.
Çekme testi metali ISO 6892 - sıcaklık aralığına göre farklılaşma
Metaller üzerinde çekme testi yapılırken standardizasyon, çekme testlerinin gerçekleştirildiği dört sıcaklık aralığını birbirinden ayırır: oda sıcaklığı, yüksek sıcaklık, düşük sıcaklık ve sıvı helyumun sıcaklığı. Sıvı helyumun farklı sıcaklık aralıkları ve ortamı, test sistemlerine ve hazırlanacak numuneleri içeren test yöntemine çok farklı talepler getirir. Bu nedenle uluslararası ISO standardı, her biri yukarıda belirtilen sıcaklık aralıklarını ele alan dört farklı bölüme ayrılmıştır:
- ISO 6892-1 Oda sıcaklığında test yöntemi
- ISO 6892-2 Yüksek sıcaklıkta test yöntemi
- ISO 6892-3 Düşük sıcaklıklarda test yöntemi
- ISO 6892-4 Sıvı helyumda test yöntemi
Bu uluslararası geçerliliğe sahip ISO standartlarına ek olarak, Amerikan ASTM, Avrupa EN, Japon JIS ve Çin GB/T gibi ulusal standartlar da uluslararası olarak kullanılmaktadır. Özel uygulama alanları için, örn. havacılıkta, başka spesifik standartlar önemli veya gerekli olabilir.
DIN EN ISO 6892-1: Önemli özellikler
Metal veya metal malzemeler üzerindeki çekme testleri temel olarak normlar DIN EN ISO 6892-1 ve ASTM E8'e dayanmaktadır. Her iki standart da numune şekillerini ve testlerini belirtir. Standartların amacı, test prosedürünü, farklı test sistemleri kullanıldığında dahil belirlenecek karakteristik değerlerin karşılaştırılabilir ve doğru kalacağı şekilde tanımlamak ve tanımlamaktır. Bu aynı zamanda, normatif gerekliliklerin önemli etkileyen faktörleri ele aldığı ve genel olarak gereklilikleri formüle ettiği, böylece teknik gerçekleştirmeler ve yenilikler için yeterli kapsam olduğu anlamına gelir.
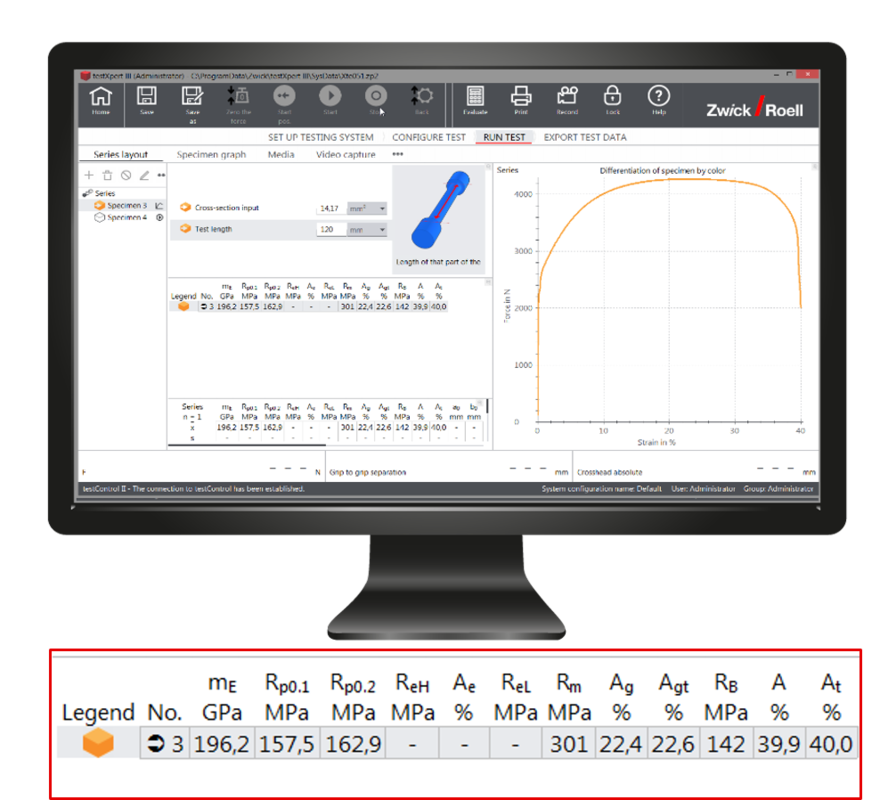
ISO 6892-1'e göre metal çekme testinden elde edilen önemli karakteristik değerler şunlardır:
- Akma noktası; daha doğrusu üst ve alt akma noktası (ReH ve ReL)
- Uzama noktası; genellikle %0,2 plastik uzamada "Yedek akma noktası" olarak belirlenir (Rp0.2)
- Akma noktası uzaması; daha doğrusu akma noktası ekstansometre uzaması, çünkü sadece bir ekstansometre (Ae) yardımıyla belirlenebilir
- Çekme dayanımı (Rm)
- Tek tip genişleme (Ag)
- Kopma noktasındaki uzama (A), bu sayede ölçüm uzunluğu ile ilgili normatif sabitlemeler belirleyici öneme sahiptir.

Farklı malzeme konsolidasyonu ile çekme dayanımı
Belirgin bir akma noktasına sahip metalik malzemeler için çekme mukavemeti (maksimum çekme kuvveti), üst akma noktasından sonra elde edilen en yüksek kuvvet olarak tanımlanır. Akma noktasını aştıktan sonraki en yüksek çekme kuvveti, zayıf sertleşen malzemeler durumunda akma noktasının altında da olabilir, yani bu durumda çekme mukavemeti, üst akma noktası değerinden daha azdır.
Resimde, gerilme-uzama diyagramı, akma noktasından sonra yüksek sertleşmeye (1) ve çok düşük sertleşmeye (2) sahip bir eğri göstermektedir.
Akma noktası ve ardından voltaj düşüşü olan metal için gerilme mukavemeti akma noktasındaki gerilime karşılık gelir.
 ve çok düşük konsolidasyon (2) ile çekme dayanımı")
Akma dayanımı (ReH ve ReL), uzama dayanımı (Rp ve Rt) ve çekme dayanımı (Rm)
Akma noktası ve gerilme mukavemetinin belirlenmesi için yalnızca kesin bir kuvvet ölçümü gereklidir, diğer tüm parametreler için test sırasında bir ekstansometre ile bir (otomatik) gerinim ölçümü veya numune / numune kalıntısını aldıktan sonra manuel bir gerinim ölçümü gerekir.
Kopmada uzama A veya At
A veya At kopmasındaki uzama, bir malzemenin sünekliği, yani akışkanlığı veya şekillendirilebilirliğinin bir ölçüsüdür.
Gerilim-uzama eğrisini otomatik olarak analiz eden modern algoritmalar, kırılma noktasının güvenilir bir şekilde belirlenmesini ve kopma uzamasının kesin olarak belirlenmesini sağlar. Numune boyunca kırılma pozisyonu, daha kesin olarak numunenin paralel uzunluğu, kırılma noktasındaki uzamanın güvenilir ve kesin belirleme için de önemlidir. Kırılma veya arıza, dokunsal ekstansometrelerin ölçüm uzunluğunun dışında ise, daralma oluşturma ve başarısızlık sırasındaki plastik deformasyon doğru bir şekilde belirlenemez. Modern değerlendirme algoritmaları, ekstansometrenin ölçüm noktalarına göre arızanın veya kopmanın konumunu tahmin eder ve kopmada güvenilir olmayan bir karakteristik uzamayı tanımlar.
Kırılma veya arızanın yeri, numunenin tüm paralel uzunluğunu kaydeden optik, temassız ekstansometreler ile belirlenebilir. Kopma pozisyonu orijinal ölçüm uzunluğunun dışındaysa, test sırasında karşılık gelen sayıda ölçüm işareti gözlemlenir ve ölçülürse kopmadaki uzama yine de ISO 6892-1: 2017 Ek I’e göre belirlenebilir. laserXtens Array ve ayrıca videoXtens Array isteğe bağlı olarak bu uygulamayı çözebilir. Kopmadaki uzamaların numunelerin %100'ünde otomatik ve güvenilir bir şekilde belirlenebileceği anlamına gelir.
JIS Z 2241, kırılma pozisyonunun bir sınıflandırmasını sağlar. Genellikle manuel olarak görsel inceleme ile veya ayrı temassız ölçümlerle yapılır. Her iki yöntem de emek yoğun ve zaman alıcıdır. Modern optik, temassız uzunluk ve genişlik değiştirme sensörleri ile bu görev, çekme testi sırasında otomatik olarak çözülebilir: Sınıfın spesifikasyonu (kırık pozisyonu A, B veya C'ye bağlı olarak) spesifik, kaydedilebilir sonuçların bir parçasıdır.
Video: Test prosedürü çekme testi metali ISO 6892-1
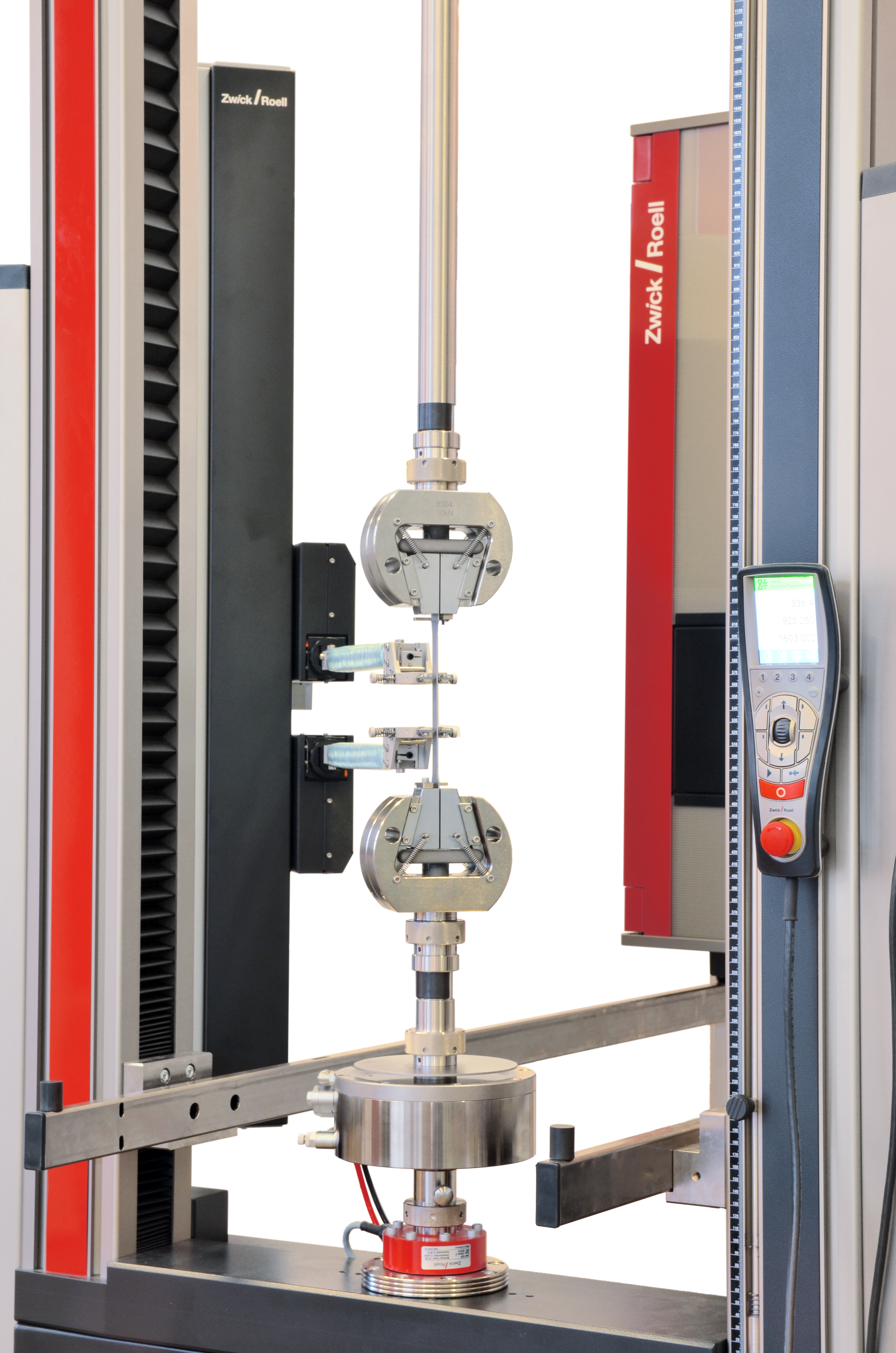
Çekme testi cihazı ve makroXtens ekstansometre ile ISO 6892-1 method A1 ve A2'ye göre çekme testinin yapılması


Test veya test ekipmanı için gereklilikler
ISO 6892-1 'de tanımlanan karakteristik değerlerin belirlenmesinde, hassas bir kuvvet ölçümü ve kuvvet etkisi altında numunenin uzunluğundaki değişimin ölçülmesi (uzama ölçümü) belirleyici rol oynar. Standartta iki farklı yöntemle belirtilen test hızı da bir o kadar önemlidir. Yöntem B (gerilmedeki artış yoluyla) ve yöntem A (gerilme oranı aracılığıyla) arasında bir ayrım yapılır. Yöntem A - ve burada yöntem A1, ekstansometre sinyali (kapalı döngü kontrol devresi) kullanılarak gerinim hızının otomatik kontrolü yoluyla en basit ve en kesin yöntemdir. ZwickRoell test ekipmanı bunun için tasarlanmış ve uzmanlaşmıştır.
Uzunluk değişiminin kuvvet ölçümü ve ölçümü için gereklilikler
Bu nedenle en önemli ve açıkça tanımlanabilen gereksinimler, kuvvetin ölçülmesi ve kuvvet etkisi altında numunenin uzunluğundaki değişikliğin ölçülmesi ile de ilgilidir.
- Kuvvet ölçümü için ISO 6892 bir dizi standart, çekme ve basma test cihazları kuvvet ölçüm cihazının ISO 7500-1 testine ve kalibrasyonuna atıfta bulunur ve en az sınıf 1 gerektirir.
- Uzunluk değişiminin ölçümü için, ISO 6892 bir dizi standart, tek eksenli yüklemeyle test edilmek üzere uzunluk değişimi ölçüm cihazlarının ISO 9513 kalibrasyonuna ve uzama sınırlarının belirlenmesi için en az sınıf 1'i gerektirir; Sınıf 2, diğer karakteristik değerleri ölçmek için kullanılabilir (%5'ten fazla uzamalarla).
Kalibrasyon süreçleri, kuvvet ölçümü ve uzama ölçümü standartlarında, ancak her şeyden önce sınıflandırmaların sonuçları ve tanımlarında açıklanmaktadır. İkincisi, test uygulamasındaki uygulama için çok önemlidir. Kalibre edilmiş ölçüm sistemi için izin verilen maksimum sapmalar ve çözünürlükler, ölçüm sisteminin ölçüm belirsizliğini belirlemek için kullanılması gereken sınıf bağlantısından türetilebilir.
- ASTM E8, kuvvet ölçümü için ASTM E4 ile ilişkilidir.
- ASTM E83'te uzunluk değişimi ölçümü için.
- Uluslararası olarak uygulanan standartlar bazen içerik yapılarında farklılık gösterir, ancak tanımları ve gereksinimleri öyle koordine edilir ki gerilme testinden gelen karakteristik değerler birbirinden önemli ölçüde farklılık göstermez.
Gözlemlenmesi gereken bir istisna, ekstansometrelerin değerlendirilmesi ve dolayısıyla sınıflandırılmasıdır. ISO 9513, ulaşılması gereken hedef değerden sapmayı ifade ederken, ASTM E83 ayrıca ilk ölçü uzunluğuyla olan ilişkiyi de dikkate alır. Küçük başlangıç ölçüm uzunlukları için tasarlanmış bir ekstansometre, daha büyük ilk ölçüm uzunluklarından daha yüksek metrolojik gereksinimleri karşılamalıdır.
Metal çekme testi için ISO 9513'e göre en az 1. sınıf bir ekstansometre kullanımının gerekli olduğu karakteristik değerler şunlardır:
- Gerilim-uzama eğrisinin ilk eğimi mE
- Verim gücü Rp ve Rt
Metal çekme testi için ISO 9513'e göre en az 2. sınıf bir ekstansometre kullanımının gerekli olduğu karakteristik değerler şunlardır:
- Akma noktası uzaması Ae
- Tek tip Ag ve Agt uzamaları yanı sıra
- Plato alanı e çekme mukavemeti Rm veya maksimum çekme kuvveti Fm etrafında
- Kopma uzamaları A ve At
Test hızının akma dayanımları (ReH ve ReL) ve elastik limitler (Rp ve Rt) üzerindeki etkisi
Akma dayanımlarının(ReH ve ReL) ve (Rp und Rt) doğru belirlenmesi için, hassas kuvvet ve gerinim ölçümüne ek olarak, test hızları da belirleyicidir. Standart, test hızını ayarlamak için iki yöntem arasında ayrım yapar: Yöntem B'de gerilimdeki artış yoluyla, yöntem A'da gerinim hızı aracılığıyla düzenlenir. Gerinme hızını veya gerinim hızını hesaba katan Prosedür A, aşağıdaki nedenlerle önerilir:
- Metalik malzemeler, testlerin gerçekleştirildiği uzama oranları veya gerinim hızları değiştiğinde karakteristik değerlerini değiştirir.
- Kural olarak, daha yüksek genişleme oranları veya genişleme hızları, güçler için daha yüksek değerlerle sonuçlanır.
- Metalik malzemenin ürün kalitesine bağlı olarak, genleşme hızına veya genleşme hızına açık olabilir, yani ilgili nitelikler için karakteristik sınırlarının dışında.
| ISO 6892-1'de test hızları |
|---|
| Metot A1: Kapalı döngü “closed loop” uzama oranı kontrolü | Metot A2: Uzama oranı kontrolü "açık döngü" | Yöntem B: Gerilim hızı |
| Ön kontrol/ayar gerektirmez (adaptif kontrolör) | Ön test ve ayar gerekli (test sisteminin ve numunenin sertliğinin belirlenmesi) | Ön test ve ayar gerekli (test sisteminin ve numunenin sertliğinin belirlenmesi) |
"Kapalı döngü" gerinim oranı kontrolü en basit ve en hassas yöntemdir
Gerinim hızı kontrolü, akma noktaları ve uzama noktaları belirlenirken sonuçların güvenilirliğini önemli ölçüde artırır. Bunun için ISO 6892-1, gerinim oranı aracılığıyla kontrolü uygulamak için iki yöntem sunar:
- Yöntem A1, ekstansometre sinyali (kapalı döngü) kullanılarak gerinim hızının otomatik kontrolü
- Yöntem A2, karakteristik değer (açık kontrol devresi, "açık döngü") belirlenirken doğru gerinim oranının elde edildiği bir travers hızı belirterek manuel ayar
Birinci yöntem, travers hızını otomatik olarak standart tarafından belirtilen gerinim hızı tolerans aralığı içinde tutmak için sürücü denetleyicilerinin, tercihen uyarlanabilir bir denetleyicinin modern teknik olanaklarını kullanır. Bu prosedür, kontrol teknolojisi ile koordine edilmiş bir test sistemi gerektirir, ancak test çalışmasını önemli ölçüde basitleştirir ve travers hızındaki ayar hatalarını ortadan kaldırır. Bu nedenle bu kontrol yöntemi tavsiye edilir.

Gerinim oranı, testXpert'te herhangi bir zamanda izlenebilir. Kırmızı çizgi (1), ISO 6892-1 tolerans aralığını gösterir (ayarlanan hızın %20'si). Yeşil, kesikli çizgi, öngörülemeyen olaylarda bile güvenli tarafta olmak için ZwickRoell test sistemleri için standart olan %5'lik daha dar tolerans aralığını gösterir.
İyi gerilme oranı kontrolü, (2) düşük besleme titremesi ve (3) sabit oran kontrolü ile karakterize edilir. Bunun için uyarlamalı bir kontrolör gereklidir.
Test sisteminde "kapalı döngü" gerinim hızı kontrolü nasıl çalışır?
Gerinim oranının hassas ayarı için testControll II elektroniği, test cihazının hızını doğrudan ekstansometrenin ölçülen değerleri aracılığıyla düzenler. Test cihazını kontrol etmek için parametreler otomatik olarak hesaplanır ve gerçek zamanlı olarak uyarlanır şekilde ayarlanır. Bu işleme uyarlanabilir kontrollü "kapalı döngü" adı verilir ve 1 kHz'de ZwickRoell test cihazlarıyla gerçekleşir. Bu, gerinim hızına uygunluk için standart gerekliliklerin karşılanmasını sağlar.
Her şey otomatik olarak, çok basit bir şekilde çalışır, operatör çok zaman kazandırır ve çok az dağılımla güvenilir sonuçlar elde eder.


testXpert test yazılımıyla ISO 6892-1'i verimli ve güvenli bir şekilde test edin
testXpert ile ISO 6892-1'e göre testlerin verimliliğini artırabilirsiniz. testXpert, güvenilir kararlar için temel olan güvenilir test sonuçları sunar.
- Hangi yöntemi seçerseniz seçin, tüm ISO 6892-1 parametreleri test spesifikasyonuna zaten dahil edilmiştir ve %100 standart uyumludur. Hazırlanmış bir düzende, standart tarafından belirtilen toleranslar dahilinde elde edilen gerçek uzama oranını görebilirsiniz.
- ISO 6892-1'e göre uzama oranı için ön testlerden ve manuel hesaplamalardan kurtulun. testXpert tüm kontrol parametrelerinin otomatik ayarını üstlenir. Hedef konumlara ve uzama değerlerine kesin doğrulukla yaklaşılır. Numune özelliklerinin değiştirilmesi durumunda denklik, online sağlanmaktadır.
- testXpert, önceden tanımlanmış bir makine yapılandırması aracılığıyla tam olarak aynı test koşulları sayesinde tekrarlanabilir test sonuçları sağlar.
- Karşılaştırılabilir test sonuçları için, örneğin kullanıcı yönetimi yoluyla operatör etkisi en aza indirilir.

TENSTAND yazılım doğrulama
ISO 6892-1 / TENSTAND’e göre doğrulama ile %100 güvenilir test sonuçları.
Norm ISO 6892-1'e göre test yazılımı tarafından belirlenen test sonuçları, uluslararası koordineli bir veri seti ve uluslararası koordineli test sonuçları ile kontrol edilebilir ve doğrulanabilir. "TENSTAND" adlı bir Avrupa projesinde, metal çekme testlerinden ham veriler oluşturuldu ve kalifiye edildi. Bu verilerden test sonuçları ve sonuç koridorları belirlenmiş ve ayrıca nitelendirilmiştir. Bu "TENSTAND" veri setleri ve sonuç ile test yazılımı, sonuçları karşılaştırarak hızlı ve güvenilir bir şekilde kontrol edilebilir. Londra'daki "Ulusal Fizik Laboratuvarı" (NPL) bu veri setlerini ve sonuç setlerini hazır tutar.
- Ulusal Fiziksel Laboratuvarı (NPL), Alman Physikalisch Technische Bundesanstalt (PTB)'nin İngiliz meslektaşıdır. Fizik ve teknoloji alanında uygulanabilir ulusal standartları tanımlar.
- Görevleri, yasal olarak düzenlenmiş alan için UKAS (United Kingdom Accreditation Service) gibi hizmetlerle desteklenen Uluslararası Birimler Sistemi'nin (SI) yasal birimlerinin temel ve doğal sabitlerinin, temsilinin, muhafazasının ve transferinin belirlenmesidir.
TENSTAND ve testXpert ile güvenle tekrarlanabilir test sonuçlarıı
Test sonuçlarınızı TENSTAND yazılım doğrulama ile kontrol edin.
- testXpert test yazılımında NPL'den "TENSTAND" ASCII ham veri kümelerini yükleyin
- testXpert ile bu ham veri kümelerinden test sonuçlarını belirleyin
- Kendi sonuçlarınızı "TENSTAND" sonuçlarıyla karşılaştırın