

薄金屬板的簡易拉伸測試
薄板經常需具備良好的延展性及高強度。針對拉伸測試中材料性能的表徵,最常用的是國際標準 ISO 6892-1 與美國 ASTM E8 標準。
依據 與 可輕鬆測試薄金屬板。
我們的測試系統專為高測試量以及可靠的測試結果而設計。在不造成夾面斷裂情況下,可牢固夾持您的試樣,且由於初始標距長度可輕易重現,因此可快速且可靠地重複測試。
您的測試是否由多個操作員執行?沒問題!透過智能逐步引導,我們的 testXpert 測試軟體支援使用者進行設定、測試並評估測試結果,使精準且可重複的測試結果變得輕而易舉。
您最大的優勢:
- 所有系統配置參數均透過我們的標準測試程序自動上傳
- 橫斷面測量快速且無誤差
- 數據自動傳輸至我們的 testXpert 測試軟體並百分百符合標準
- 軟體導覽十分簡易,既節省時間並可節省預算
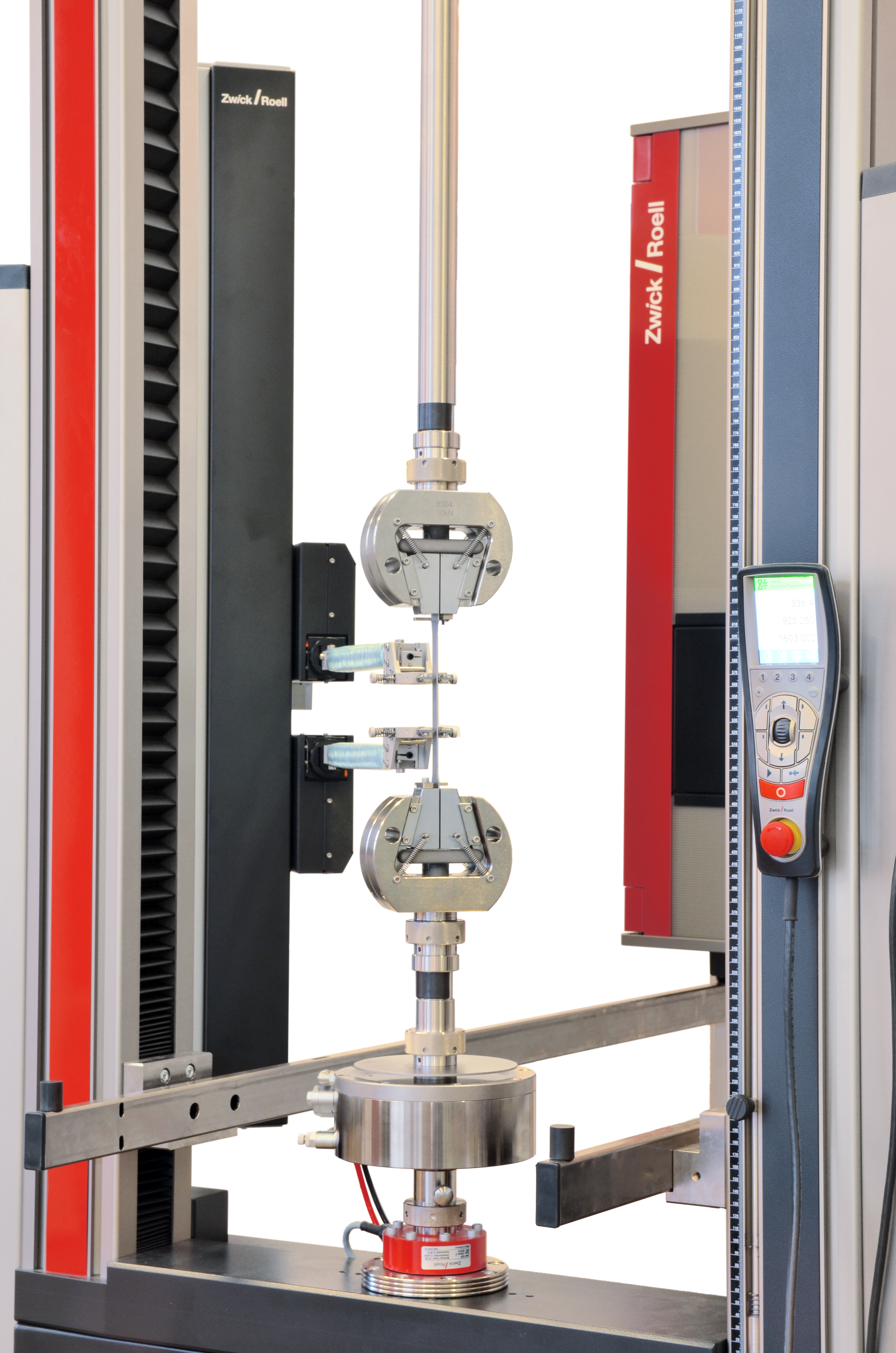
用 r 值和 n 值測定薄金屬板的拉伸測試
拉伸測試中通常測定 r 值與 n 值來表徵材料的成型特徵。n 值描述了在塑性形變直至均勻伸長期間的加工硬化(也就是應力增加);r 值則描述了垂直方向的各向異性。n 值由拉伸應力數據和應變值所決定,而測定 r 值則需要測量試樣在拉伸過程中的橫向應變。r 值係根據國際標準 ISO 10113 及美國標準 ASTM E517 測定;n 值則是根據 ISO 10275 及 ASTM E646 獲得。
拉伸試片取自於鋼帶與鋼板,取樣方向與熱軋方向成規定的角度,因為r值與熱軋方向相關。試片平行長度部分是透過銑削或沖壓之後精加工製成。有些箔試片是從鋼帶上切割製成,而有些試片則透過沖壓製備。試片的形狀與上述測試方法有關。







薄金屬片的硬度測試
在金屬薄板及有塗布層之金屬薄板上進行硬度測試,以便量測出金屬和塗布層的表面硬度。硬度測試主要用於軋製和塗層過程中的品質控制。由於這些塗層通常在幾微米到幾十微米的範圍內,因此這裡主要使用具有小殘餘壓痕深度的硬度測試方法。
使用經典的維氏硬度測試方法 (DIN EN ISO 6507-1)、洛氏硬度 (DIN EN ISO 6508-1),特別是洛氏表面尺規,以及布氏硬度(DIN EN ISO 6506-1)。Martens 硬度測試法愈來愈常被用於薄塗層。由於其精確測量力-壓痕深度曲線,也被稱為儀器壓痕試驗;在國際上,它被稱為 IIT。殘留壓痕的深度不應超過可用板材或塗層厚度的10%;如果超過,則支撐或基材的影響不再可以忽略不計。儀器化壓痕測試的優勢在於,即使是很小的壓痕或壓痕深度也可以更準確地測量,因此可以可靠且可重複地測定硬度值。
薄板通常被切割為客戶規定的特定尺寸,並與其他金屬板(拼接板)焊接在一起,例如,根據滾縫焊接工藝(DIN EN ISO 4063)。焊縫的質量也使用硬度測試方法進行測試。典型的維氏和努氏顯微硬度測試方法,以及馬氏硬度(DIN EN ISO 6507-1、DIN EN ISO 4545-1、DIN EN ISO 14577-1)用於橫截面或焊縫表面和它周圍的區域。使用根據這些方法進行測試的儀器,可以絕對精確地定義單個或多個測試的位置。









